¶ Introduction
3D printer extruders love to extrude at a constant rate for the best extrusion consistency. However, during a print, the extrusion is typically not constant at all. Inifill is usually printed the fastest, perimeters are printed slower and the external perimeter is printed the slowest for the best surface finish and accurate dimensions.
The Pressure equalizer smooths sudden changes in speed between two features (e.g. between printing infill and perimeters).
You can find the Pressure equalizer settings in Print settings - Speed.
¶ Parameters
-
Max volumetric slope positive
The acceleration limit from lower to higher speed (speed up). -
Max volumetric slope negative
The acceleration limit when going from higher to lower speed (slow down) is called .
The lower the volumetric sloper value is, the smoother will the transition be. Adding these speed transition will likely increase the print time a little bit. Slowing down infill after perimeter may increase print times excessively, this can be suppressed by setting Max volumetric slope positive to zero.
For the above parameters, we recommend using values between 2-10.
| Both are set to 0 | Both are set to 2 |
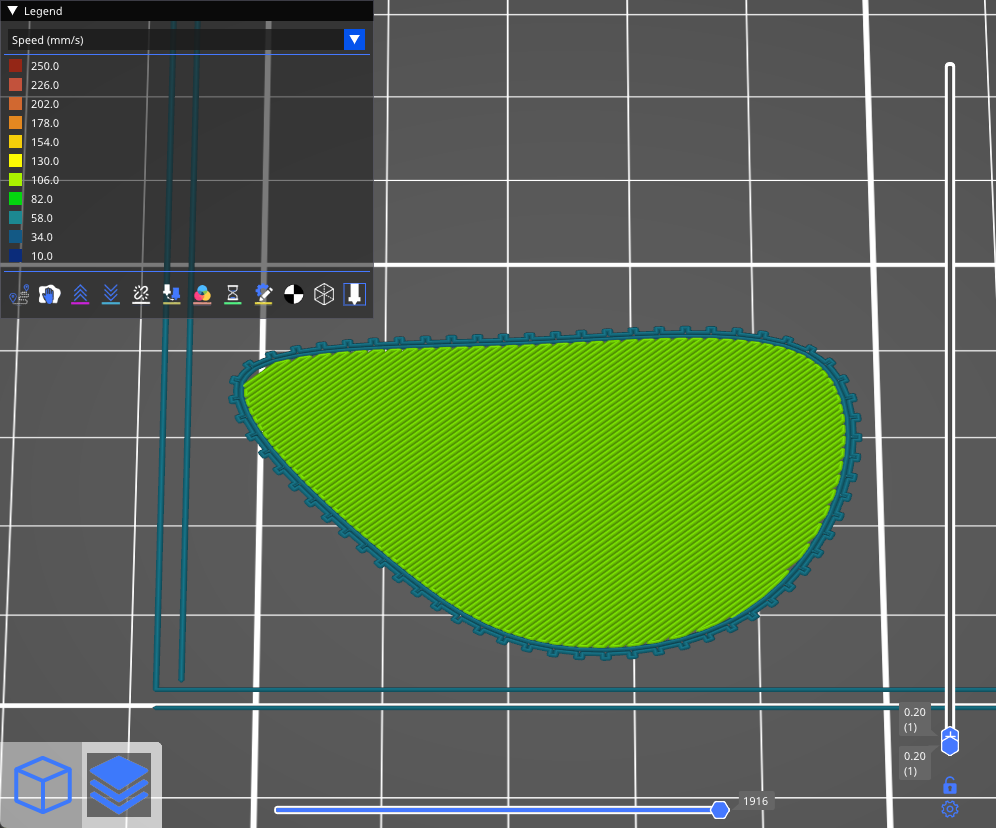
|
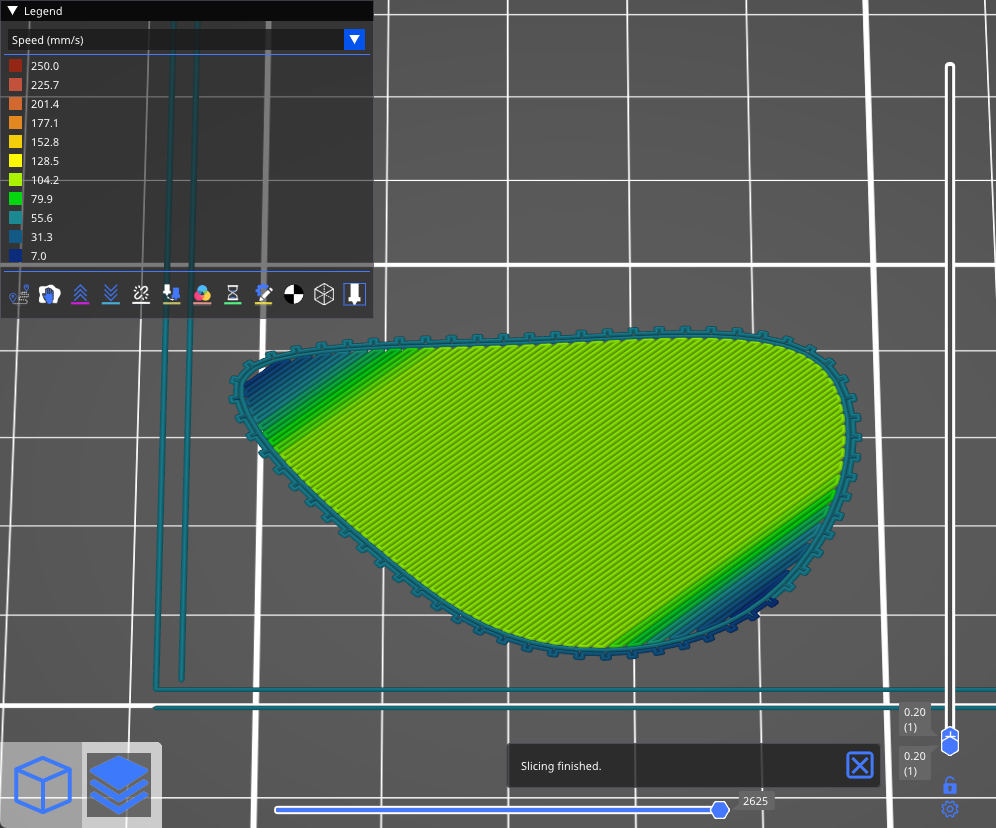
|
The internal perimeter is printed at a lower speed in the last segment before transitioning to the external perimeter. The infill is slowed down before transitioning to printing perimeters again.