¶ Introduction
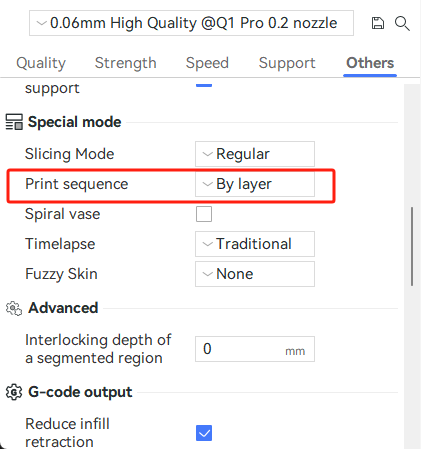
When there are multiple print objects in one plate, you can choose to print multiple models at the same time (by layer, the default print sequence), or you can choose to print them one by one. Print-by-object can reduce stringing and oozing caused by traveling between models. And if one model fails, it usually does not affect the printing of the other models when using this mode. You can select this function in the Special mode.
¶ Related params
There are four arguments related to print-by-object:
- extruder_clearance_max_radius:
The max clearance radius around the tool head. It is safe to place other models outside this area. - extruder_clearance_height_to_lid:
Represents the distance between the build board and the top of the printer when Z=0. - extruder_clearance_height_to_rod:
Represents the distance between the building board and the lowest carbon rod when Z=0. - printable_height:
The printable height of the printer.
¶ Limitations
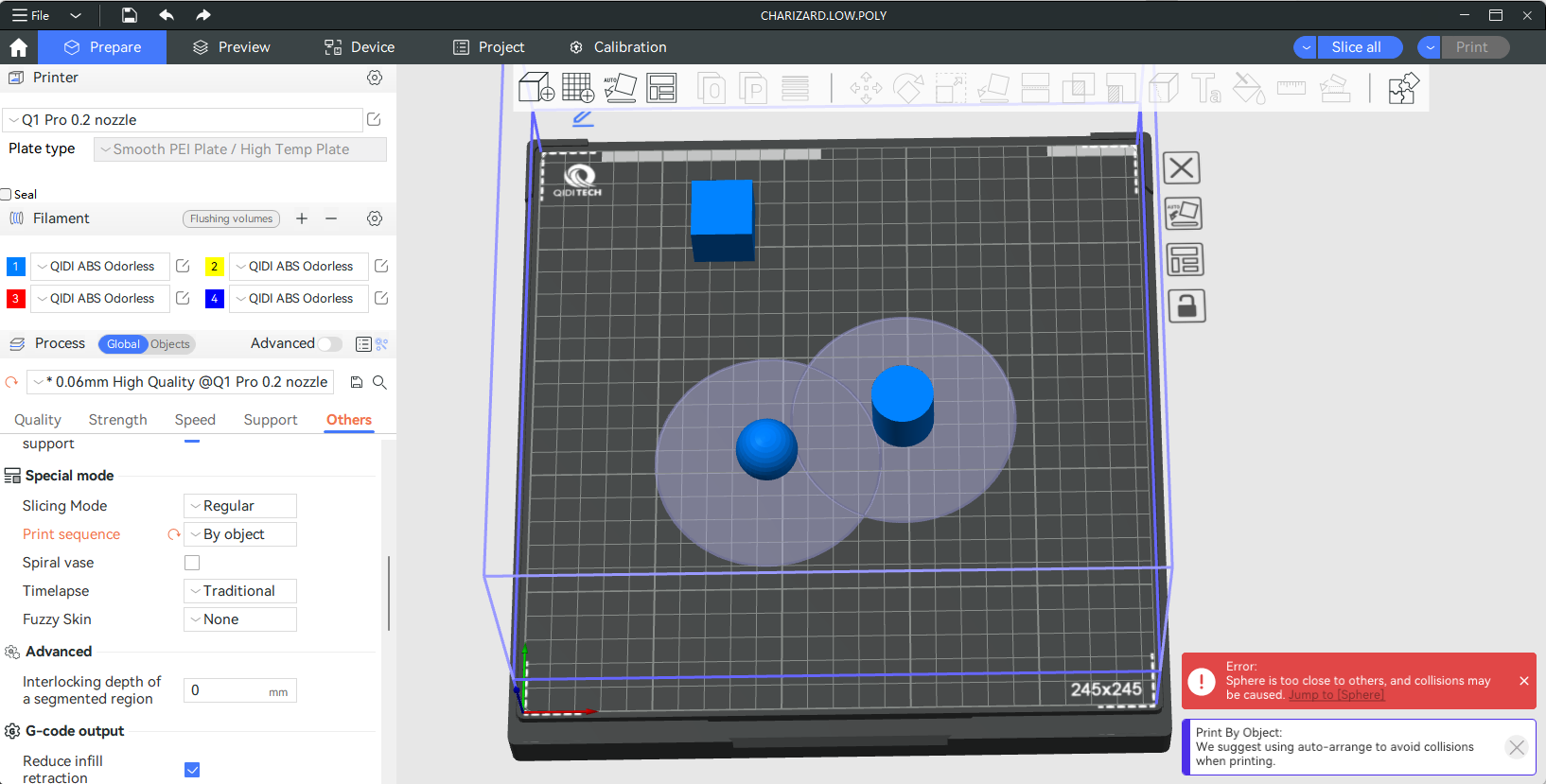
When printing by-objects, the xy-distance between different objects should be larger than extruder_clearance_max_radius.
There is a circle around each object when you drag the object, which expands the object by extruder_clearance_max_radius/2. An error message will be popped up if the distance between two objects is more minor than extruder_clearance_max_radius.
If two objects have intersections in the y direction, then the height of the objects printed first should be less than extruder_clearance_height_to_rod.
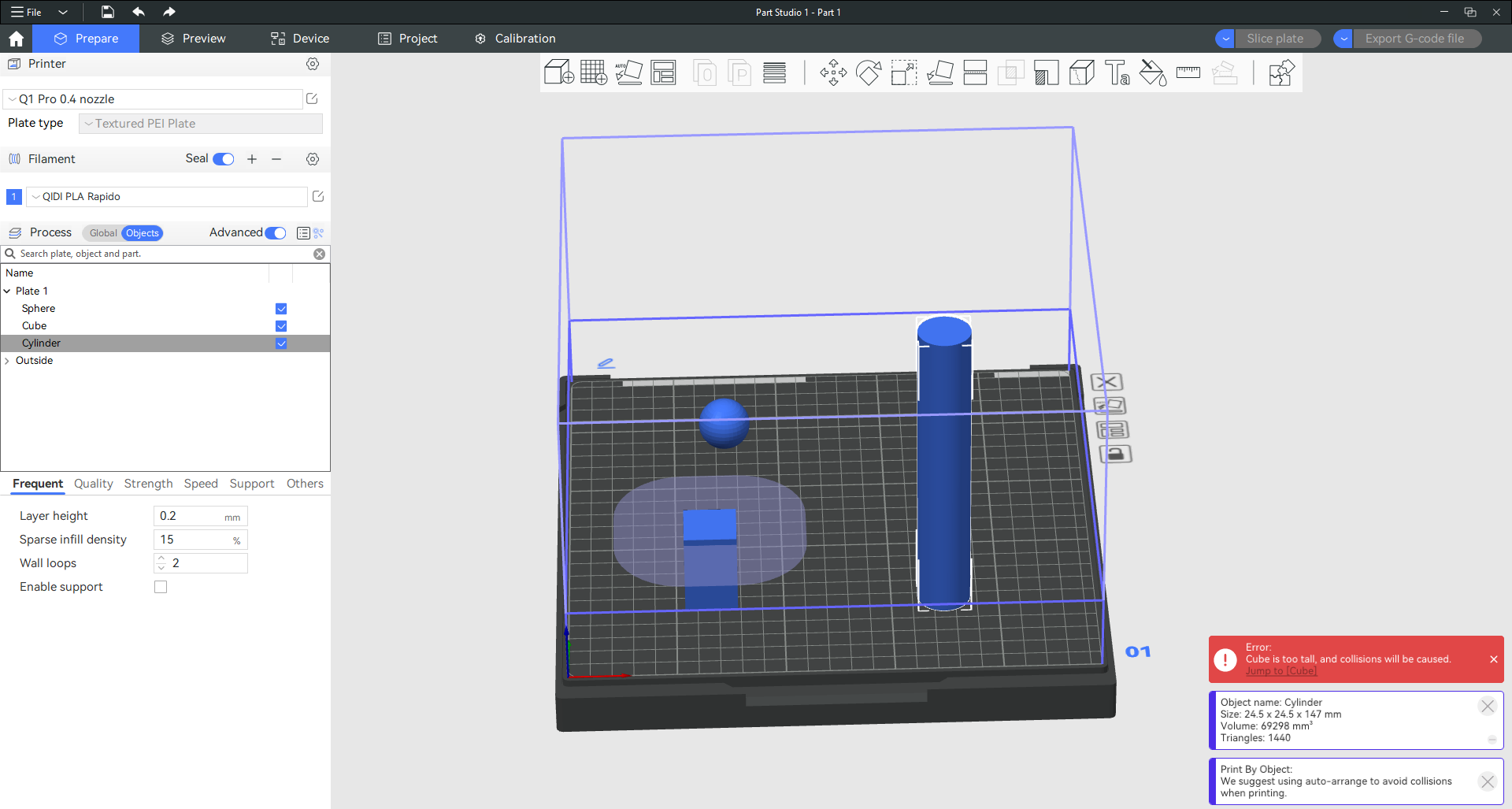
If the printing order is not from low to high, then the software will appear a message.
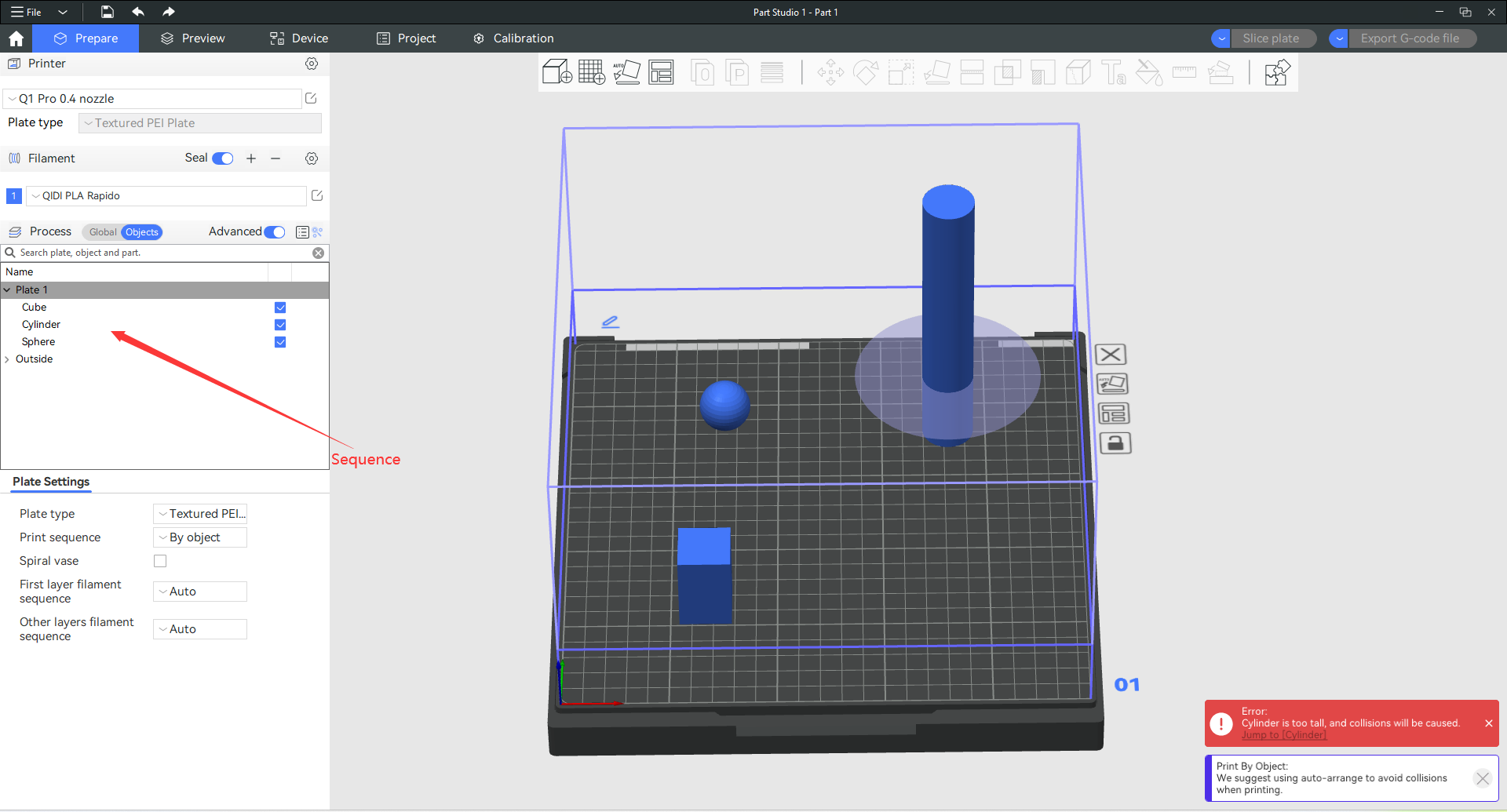
¶ Change print order
You can adjust the print sequence by dragging the object in the object list, as shown below. And You can use "Ctrl+E" to turn on/off the label which includes the print sequence.