¶ Introduction
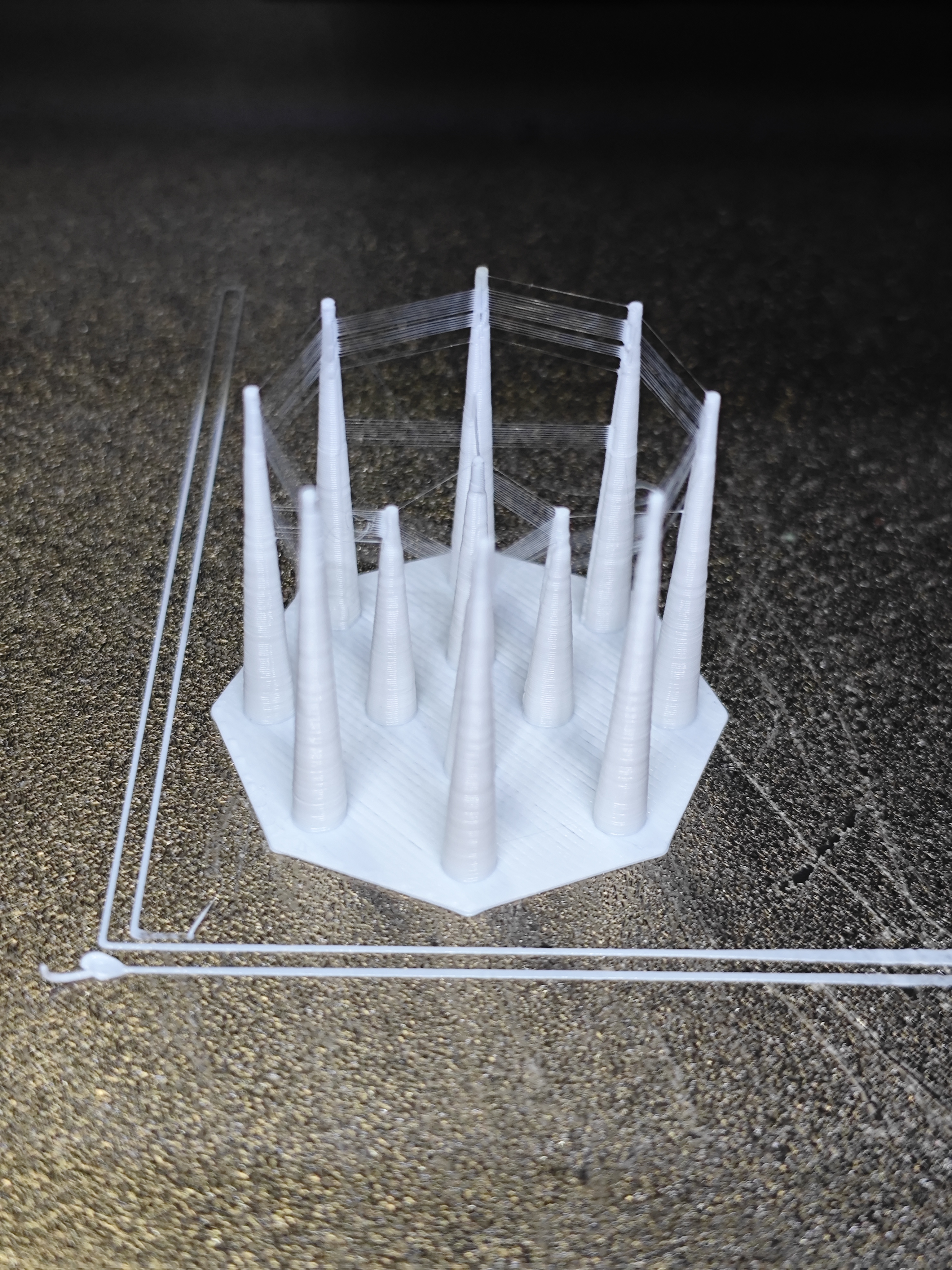
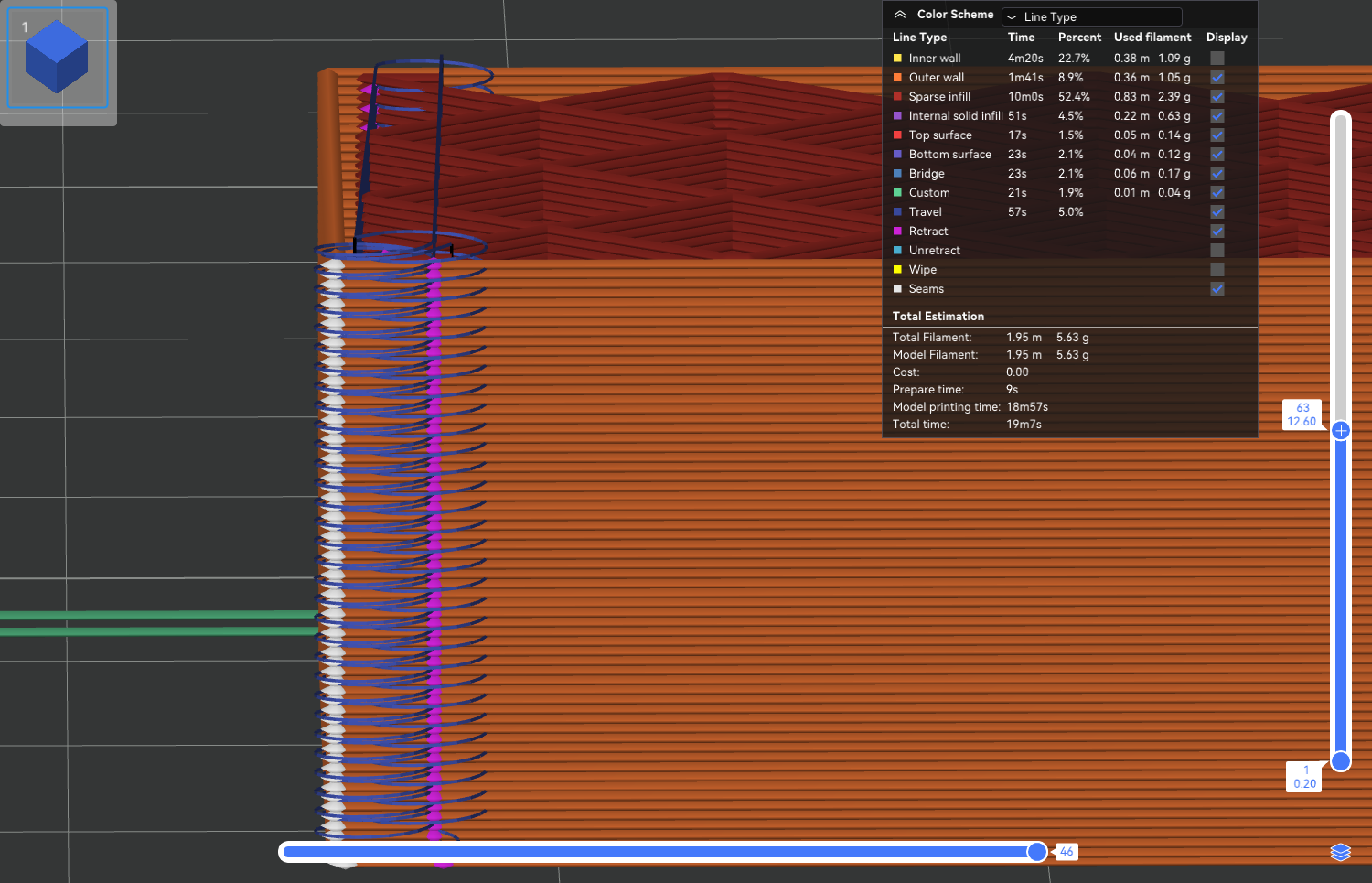
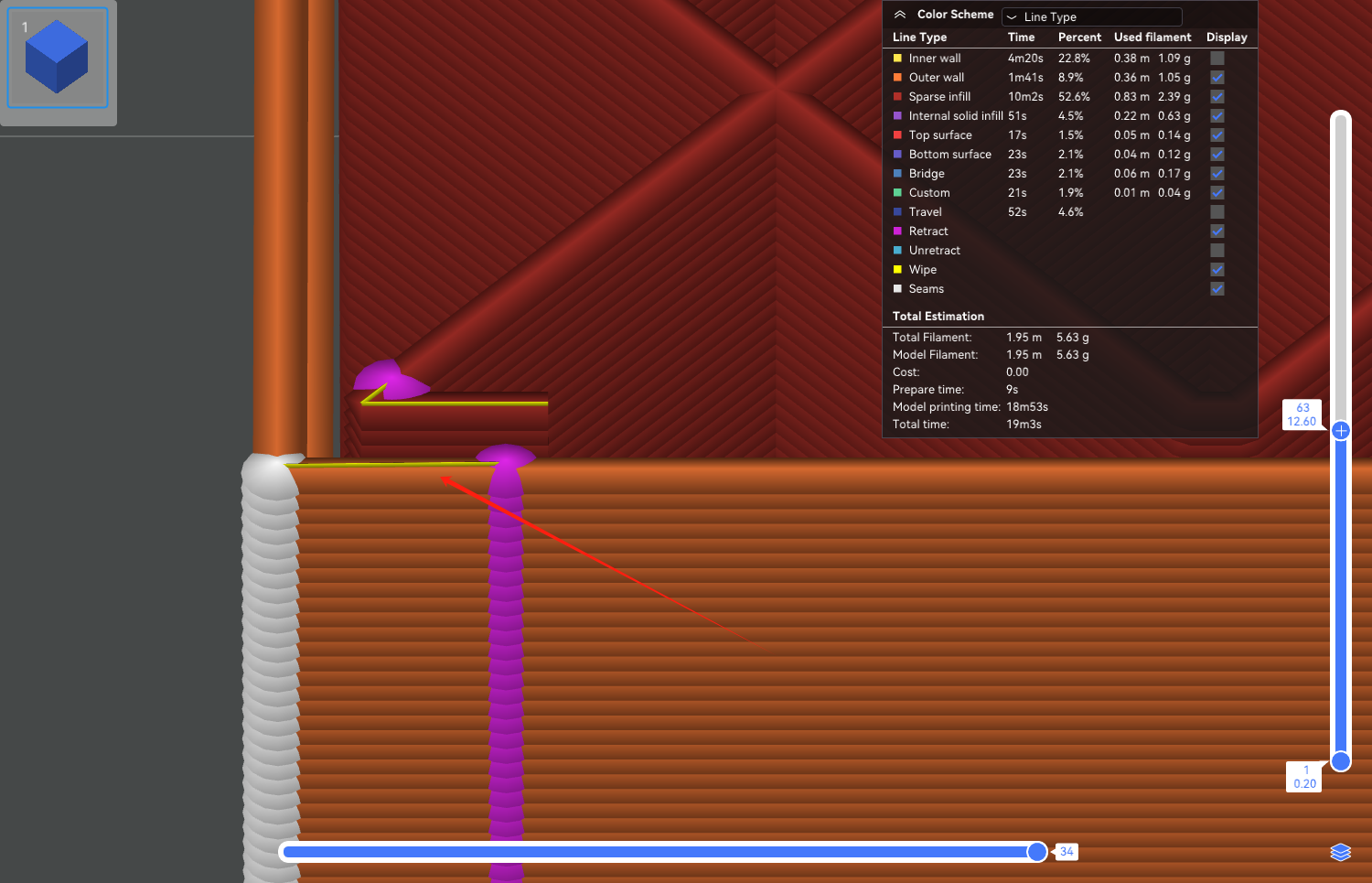
3D printing works by melting the filament and extruding it layer by layer to build a 3D model. During the printing process, the tool head is constantly moving, and there are usually many travel paths, we do not want the nozzle to extrude the filament during the traveling. However, due to the high temperature and the internal pressure of the nozzle, the molten filament may still leak out of the nozzle, leaving the stringing and oozing on the printed parts.
The pull-back setting can help you reduce and mitigate the phenomenon of wire drawing during printing. By pulling some of the consumables back from the hot end of the printer before the tool head moves empty, the pressure on the molten consumables in the hot end can be reduced, thereby reducing the chance of drawing on the empty path. The pullback usually occurs before the idle movement, at the end of the idle movement, the consumable wire will be filled again back to the hot end, so that it will flow normally to ensure that the print will not be insufficient.
¶ Operation
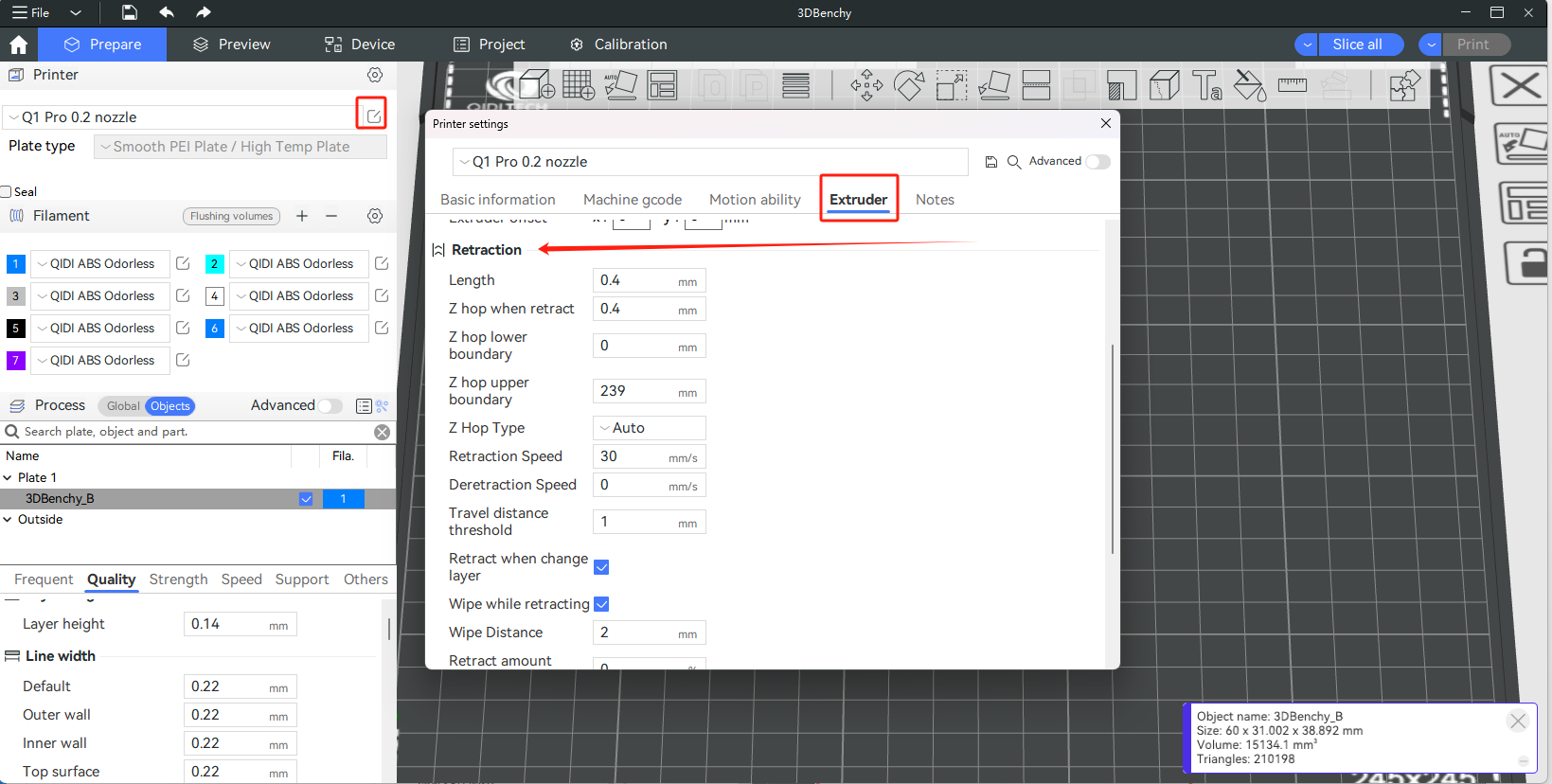
You can enable the retraction and set detailed parameters in the Printer Settings and Filament Settings. The parameters of the retraction can be set in the Printer Settings - Extruder.
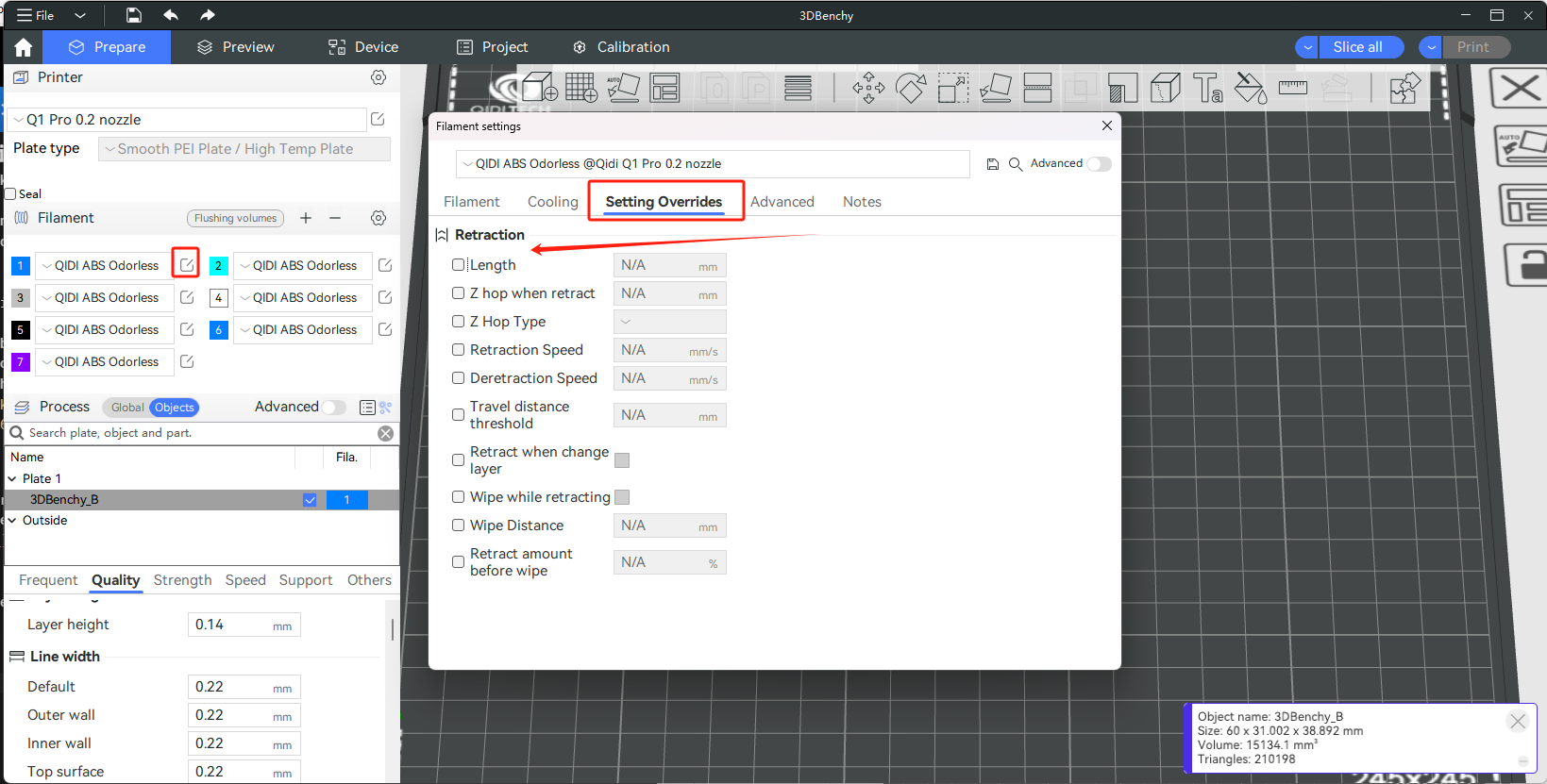
You can also set the retraction for a specific filament separately in the Filament Settings - Settings Overrides. If the parameter is not checked and modified on this page (the parameter box still shows gray or N/A), it will default to using the retraction setting in the Printer Settings.
¶ Parameters
¶ Length
This is the amount of filament in the extruder that is pulled back to avoid oozing during long travel distances. Set to 0 to disable retraction.
¶ Z hop when retracting
Whenever there is a retraction, the nozzle is lifted a little to create clearance between the nozzle and the print. This prevents the nozzle from hitting the print when traveling more. This value cannot exceed 5mm.
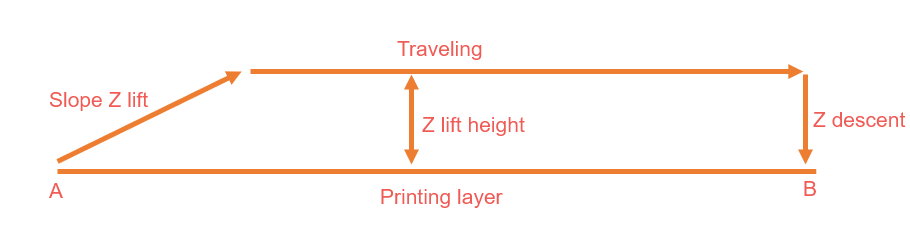
¶ Z Hop type
The following are several ways to lift the nozzle after retraction is complete, using slope, spiral, and auto lift can effectively reduce oozing and stringing.
¶ Slope
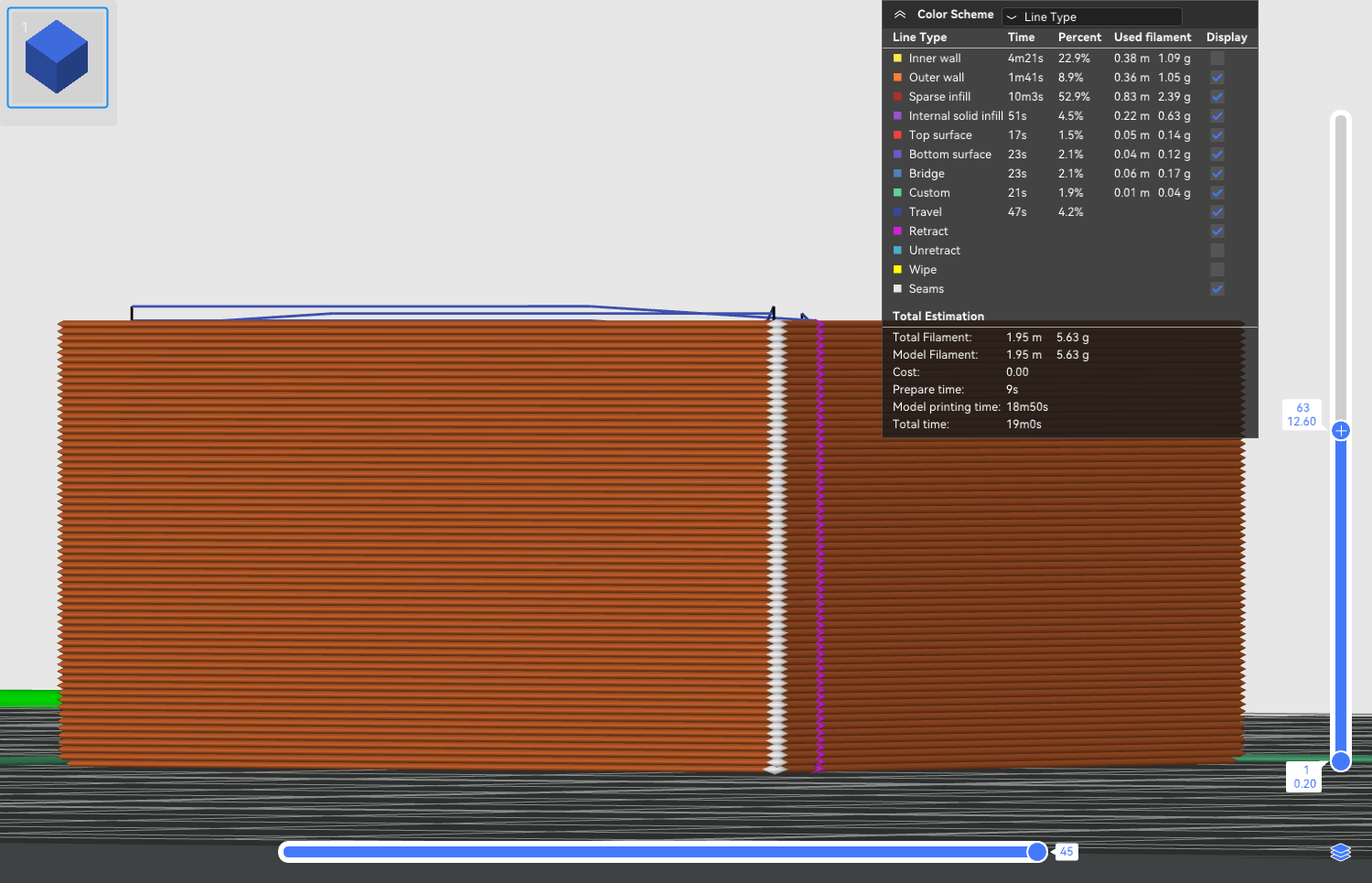
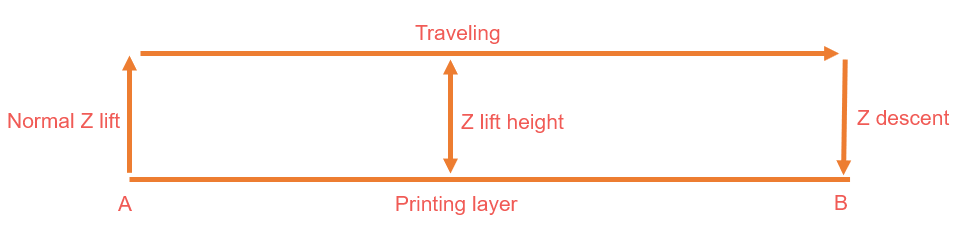
¶ Normal
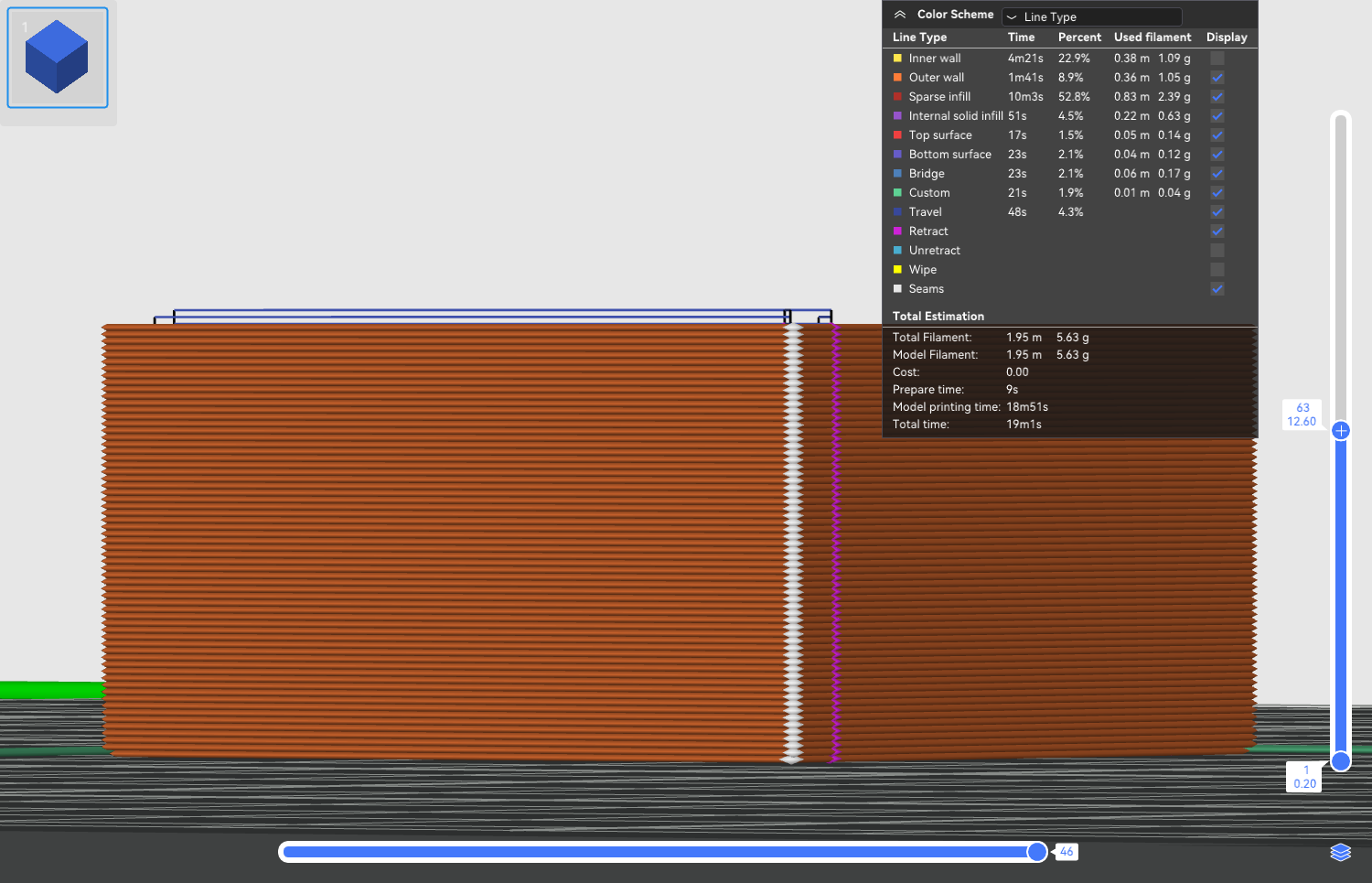
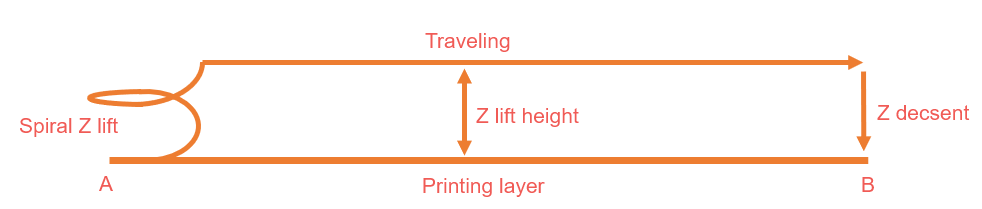
¶ Spiral
¶ Auto
Select "Auto" and the printer will adaptively select the Z-lift mode.
¶ Retraction speed
The speed for retraction to pull back the filament.
¶ Filling speed
The speed for reloading filament into the extruder after a retraction. Setting this to 0 means that it will be the same speed as the retraction.
¶ Travel distance threshold
Only trigger retraction when the travel distance is longer than this threshold. When printing some models with small gaps, the travel distance may be too small to trigger the retraction, but the nozzle will form strings between the small gaps, and the travel distance threshold can be adjusted to trigger the retration to improve the problem.
¶ Retract when layer change
Enable this will force the retraction on layer changes.
¶ Wipe while retracting
This moves the nozzle along the last extrusion path when retracting to clean any leaked material on the nozzle.
¶ Wipe distance
Once the wipe before retraction is enabled, it determines how long the nozzle will move along the last path while retracting.
¶ Retract amount before wipe
This is the length of fast retraction before a wipe, this value is the percentage relative to retraction length. The default value is 0.
¶ Attention
-
Retraction is very important to the quality of 3D printing. Because if there is no retraction, it is likely to lead to stringing and oozing. However, it is also important to avoid setting the retraction value too high, otherwise, the extruder will pull the filament back too long (or too often), resulting in under-extrusion of the print and layer gaps, and there is a certain probability that the extruder will clog.
-
In some cases, the use of retraction may also have negative effects, especially when printing flexible materials such as TPU. This is because these flexible materials are elastic, and retraction may affect the diameter of the filament and cause it to shrink, leading to clogging and other extrusion problems. However, for all other materials such as PLA, ABS, and PETG, the printing effect is better when the retraction is enabled.
-
Damp filaments are more prone to stringing and oozing during the printing, and usually cannot be completely solved by simply adjusting the retraction settings. You'd better try to dry the filaments first and then adjust the retraction settings to get better print quality.