¶ 发泡 ASA(ASA Aero)打印航模操作指导
ASA Aero 属于发泡材料,由于其独特的性能,是打印 RC Plane(航模)零件的绝佳选择。这种材料以其较低的密度而闻名,这使得打印模型更轻,是实现航模性能的关键因素。另外,相比于常规的打印材料,用发泡 ASA 打印出来的航模可以避免头部过重或者尾部过重,不必花大量时间去调配飞机的重心,使得航模飞行更加可靠安全。
但是,在使用发泡 ASA 打印时,也有不少注意事项。材料在打印过程中会膨胀,这需要仔细校准打印机并精确控制打印温度。此外,由于其轻质特性,它可能不如其他材料耐用,因此必须考虑零件的预期用途及其承受的应力。最后,进行打磨或喷漆等后处理时需谨慎,以避免损坏打印部件。
¶ 航模打印要求
航模需要轻质结构才能获得最佳性能,但常用打印设置和材料可能不太适合打印这类模型。这些技巧包括设计单壁机翼表面,避免回抽,并遵守前面提到的打印发泡材料要求。
通常,航模模型平面设计有薄壁和内部结构,使切片软件能够在单个闭环路径中处理每一层。这种方法允许打印在每层同一位置开始和停止,无需空驶。QIDI Studio 提供了一种称为“旋转花瓶”的特殊模式,该模式在打印一条闭环走线的同时不断沿 Z 轴上升,进一步去除每层的起点/终点带来的接缝(注意:并非所有模型都适合用花瓶模式打印)。
¶ 旋转花瓶模式的打印配置文件
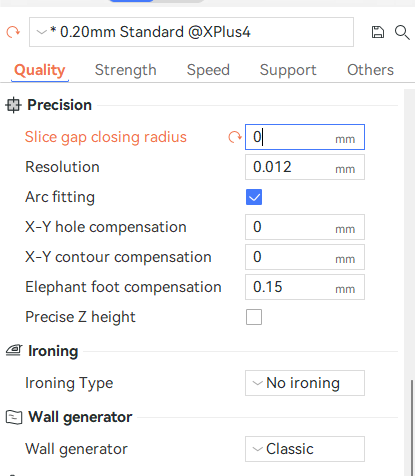
具体参数设置:
| 关闭切片间隙闭合半径;
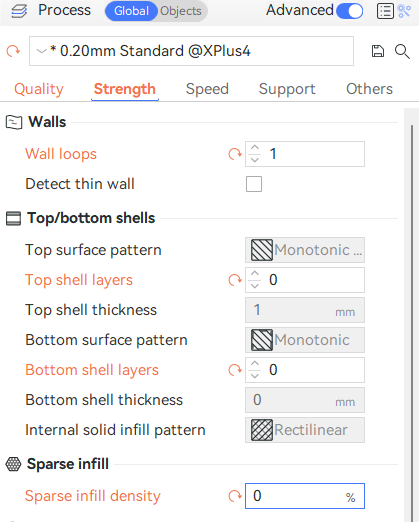
墙生成器选择“经典”。 | 墙层数设置为 1;
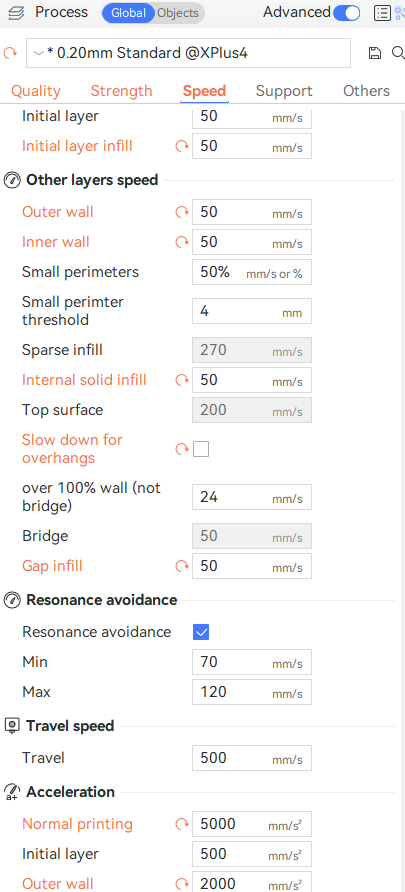
顶壳/底壳层数设置为 0; 稀疏填充密度设置为 0%。 | 将所有打印速度设置为相同;
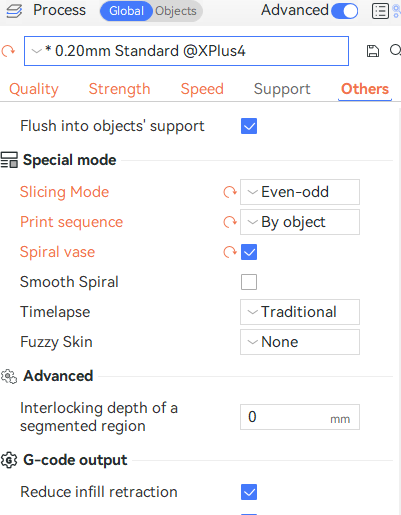
关闭“悬垂降速”; 适当地降低打印加速度。 | 选择“奇偶”切片模式;
启用“旋转花瓶”; 打印顺序选择“逐件”(如需一盘打印多个模型)。 |
 |  |  |  |
¶ 非旋转花瓶模式的打印配置文件
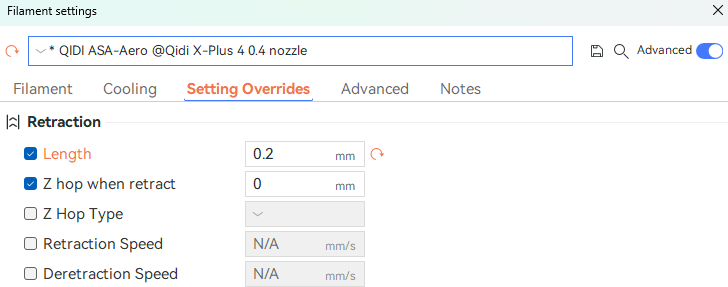
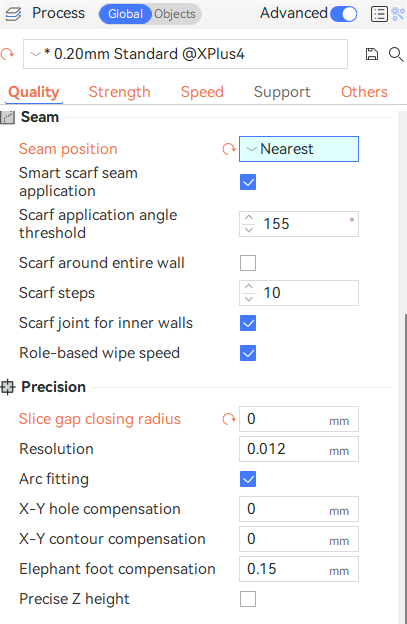
有些模型用一条走线螺旋上升的方式切片可能会导致细节丢失,所以不建议用“旋转花瓶”模式,需要调整参数。不过大部分的参数都与旋转花瓶模式的切片配置相同,您只需要修改以下部分:
| 减小或者关闭回抽;关闭Z抬升 | 接缝按实际切片结果调整,一般选择“最近” |
 |  |
¶ 结束
尽管使用发泡 ASA 打印需要较低的速度,但 X-Plus4 的精确挤出和坚固的 CoreXY 框架确保即使在没有使用打印机的全速潜力的情况下,仍然可确保出色的打印质量。