¶ 常见问题
使用工程材料(如ABS、ABS-GF、ASA、PC、PA、PA-CF、PAHT-CF、PET-CF、PPS-CF等)进行打印时,常会遇到以下问题:
Your content here
- 大多数材料容易吸湿,导致打印质量下降(表面粗糙、渗料、象脚效应)。
- 打印这类材料时,尤其是含有碳纤维(CF)或玻璃纤维(GF)的材料,容易导致喷嘴堵塞。
- 打印过程中可能出现层间粘合力弱的问题。
¶ 解决方案与建议
¶ 干燥线材
- 检查线材包装是否完好。如果包装破损,请在打印前干燥线材。
- 如果不确定线材是否受潮,请在打印前进行干燥。
- PA12-CF、PAHT-CF等工程材料的干燥条件:80℃,至少8小时。
- 如果使用打印机的加热床进行干燥,需要在90℃下至少干燥10小时。干燥前后打印质量对比:

¶ 干燥建议
以下是每种线材的推荐干燥参数:
| 线材 | 使用前干燥要求 | 使用过程中使用干燥剂保护线材的要求 | 干燥箱温度/ ℃ | 干燥时间/ 小时 |
| PLA, PLA-CF | 推荐 | 可选 | 50 - 60 | 8 |
| PLA Wood | 必需 | 必需 | 55 - 65 | 8 |
| PLA支撑材料、PLA/PETG支撑材料 | 推荐 | 可选 | 50 - 60 | 8 |
| PETG, PETG-CF | 推荐 | 可选 | 60 - 70 | 8 |
| ABS, ASA | 推荐 | 可选 | 75 - 85 | 8 |
| TPU | 必需 | 必需 | 65 - 75 | 8 |
| PC | 必需 | 必需 | 75 - 85 | 8 |
| PAHT-CF/GF, PET-CF等 | 必需 | 必需 | 75 - 85 | 8 - 12 |
| PPS-CF | 必需 | 必需 | 110 - 140 | 8 - 12 |
| ABS支撑材料 | 可选 | 可选 | 80 | 4 |
¶ 保持线材干燥
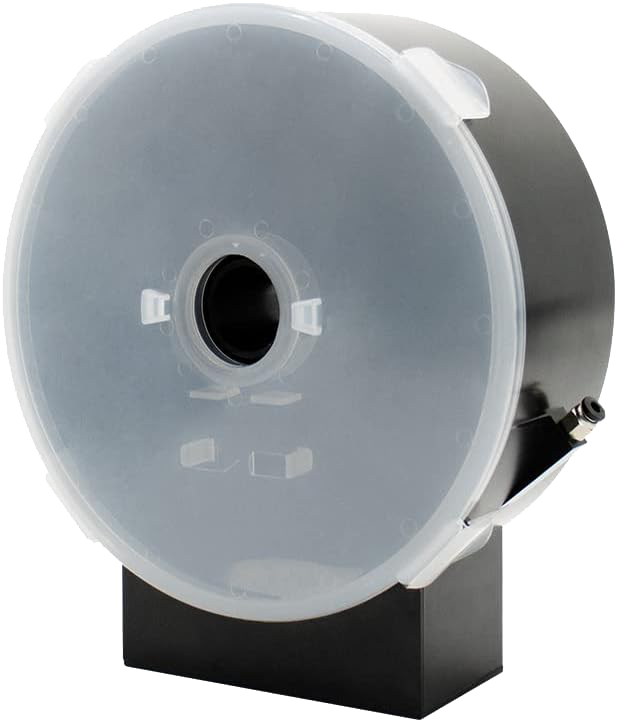
- 干燥线材后,请将其存放在带有有效干燥剂的密封容器/袋子中。这可以使线材保持干燥约1到2周。
- 建议使用如下图所示的密封容器。在不使用时,这种容器可以保持线材干燥。

¶ 如何成功打印?
¶ 使用更大直径的喷嘴
在打印碳纤维或玻璃纤维增强的工程材料(如PA-CF/GF、PAHT-CF/GF和PET-CF/GF)时,避免使用0.2毫米喷嘴,以尽量减少堵塞风险。将喷嘴直径从0.4毫米增加到0.6毫米,再到0.8毫米,会降低打印精度,但也会减少堵塞的可能性。因此,推荐使用0.6毫米喷嘴作为首选,0.4毫米喷嘴作为次选(建议层高在0.15至0.3毫米之间,最大打印速度约为100毫米/秒)。在使用这些材料之前,将喷嘴温度设置为280°C,并使用内六角扳手和针清洁喷嘴内部,以减少打印过程中堵塞的风险。
如果在打印过程中喷嘴堵塞,请执行相同的操作,并在下次打印前确保喷嘴内部清洁。
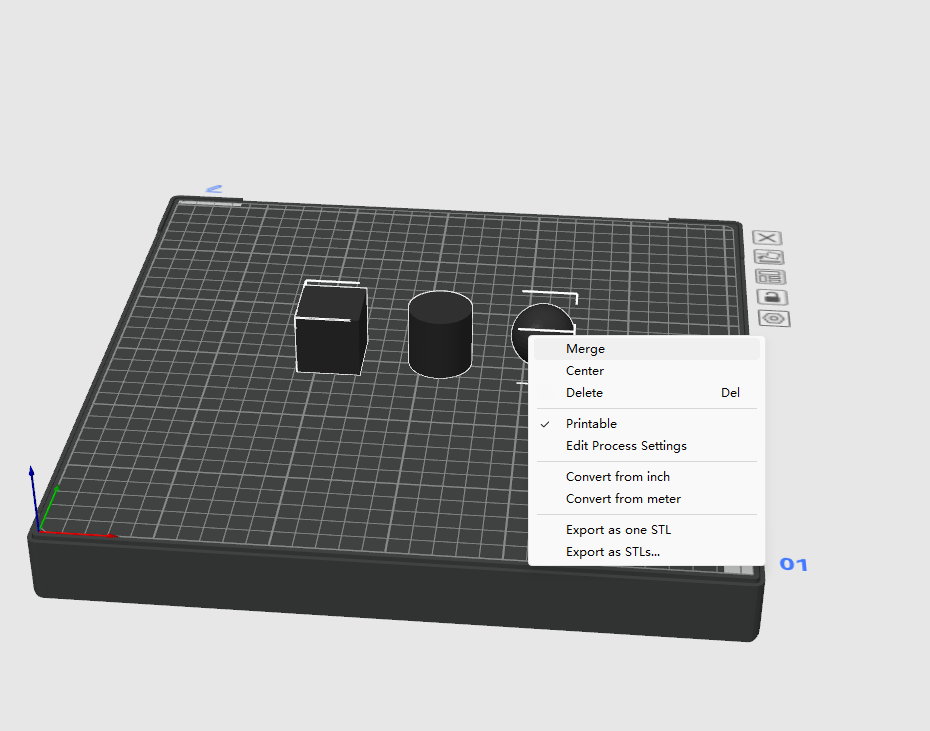
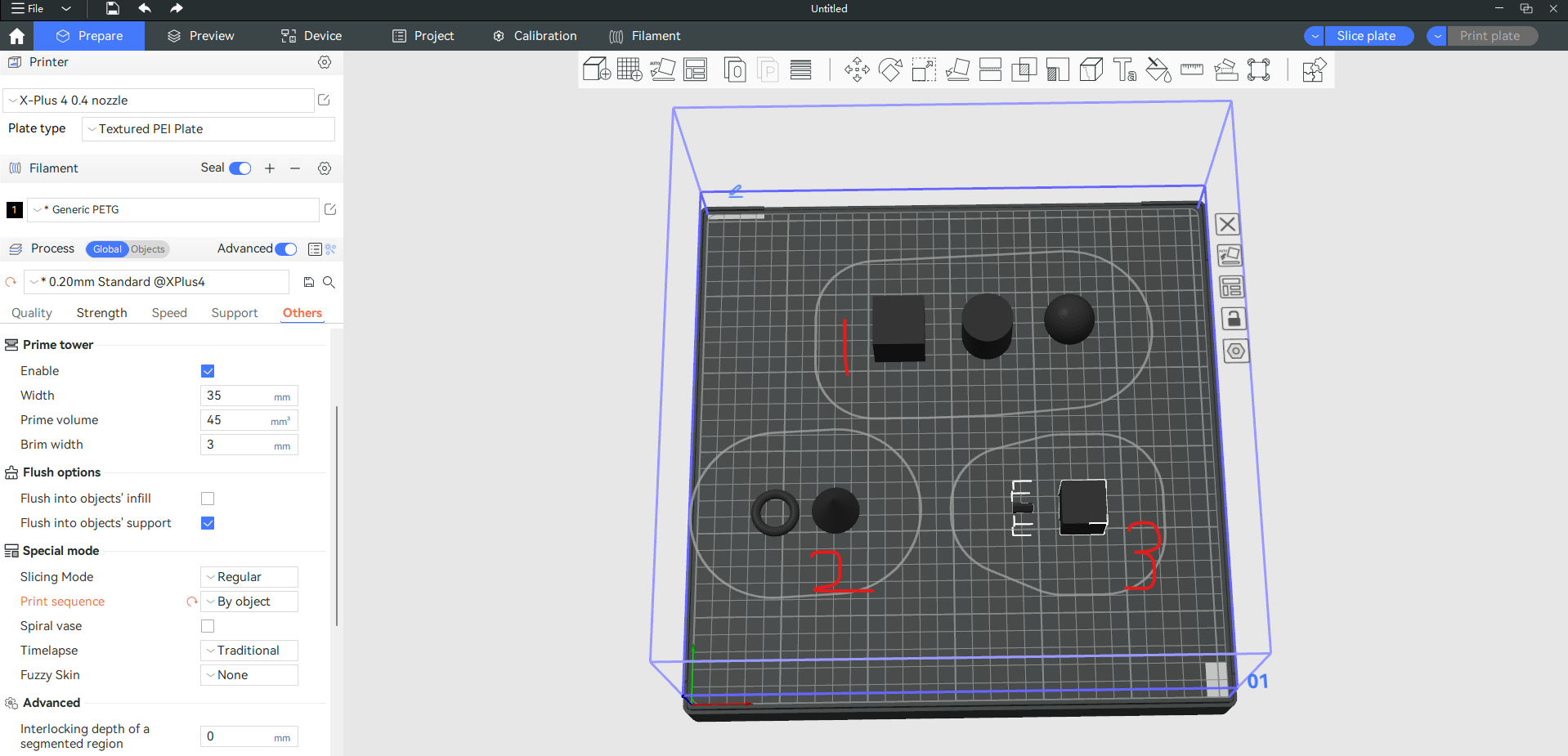
¶ 分组打印模型
当每层打印时间过长时,这些材料的Z方向粘合力会变弱,小模型的强度也会下降(前一层已经过度冷却)。因此,当需要打印多个小模型时,应将它们分组并按对象打印(默认设置为按层打印),并可能在不同的打印板上打印,而不是将它们放在同一板上按层打印。
-
为了增强使用增强工程线材打印的模型强度,建议在打印后在约80°C下退火8小时。之后,综合机械性能可以提高约10%到20%:退火效果取决于退火温度和时间、模型本身的尺寸和结构、填充密度、壁厚循环和其他打印设置。
-
当打印带有支撑结构的模型时,需要在2小时内移除支撑结构,以防止其因吸湿软化后难以移除或在打印件上留下残留物。如果由于放置时间过长而难以移除支撑,请将其干燥,冷却后及时移除支撑。
-
PAHT-CF和其他PA(尼龙)材料具有较强的吸湿能力,在潮湿空气或水中使用一段时间后,其强度和刚度可能会因吸水而不同程度地下降——变得柔软,尤其是对于薄、细长的打印件;因此,如果打印件的使用场景对强度和刚度要求非常高,请避免使用这些材料。同时,这些材料在吸湿后通常会变得更坚韧,抗冲击、抗跌落和抗碰撞能力更强;因此,如果打印件的使用场景仅需要中等而非非常高的强度和刚度,可以在使用前让打印件吸湿软化。此外,在这些材料的表面完全浸渍油漆、蜡和其他防水涂层可以抑制其吸水变软。
-
请注意,在干燥线材和退火打印模型时,建议使用能够提供均匀温度的设备,不要使用微波炉或家用烤箱。避免过强的力量或不均匀的加热(远离烤箱的加热区域),以防止因局部过载或过热而损坏线材、线轴或模型。
¶ 建议设置
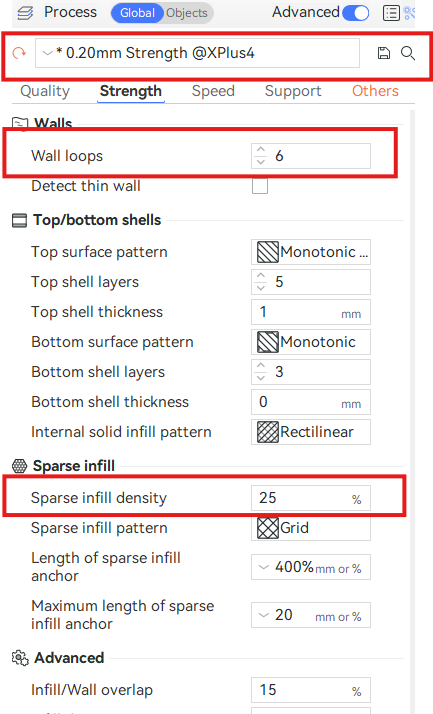
- 一般来说,填充密度越高,强度和材料消耗越大。为了在强度和材料消耗之间保持平衡,建议在打印需要承受高负载的大型模型时使用强度预设(6层壁厚和25%填充密度)。当然,如果可以接受更多的材料消耗,可以手动设置更高的填充密度以获得更大的强度。
- 一般来说,ABS、ASA、PC和PA由于其自身特性容易翘曲,因此需要采取一些措施来尽量减少翘曲。如果模型尺寸较大且填充率设置较高(例如60%,默认值为15%),并且模型底部出现翘曲,可以适当调整填充率。此外,具有更多直线的填充图案更容易导致收缩,可以将填充图案更改为螺旋形以减少收缩风险。对于某些强度要求较高的结构件,可以设置5层壁厚和25%填充率,并尽量避免使用超过50%的填充率以减少收缩倾向;对于大多数强度要求较低的非结构件,可以直接选择默认的2层壁厚和15%填充率。