¶ 目的
本文将指导如何使用透明或半透明的PETG线材对模型进行切片和打印,以获得尽可能透明的效果。
¶ 切片打印的技巧和注意事项:
- 打印前先把耗材烘干:以避免水汽使得挤出线条中存在气泡、孔洞,降低透明度。
- 建议使用0.8mm喷嘴:较大的喷嘴尺寸可以最大限度地减少打印线条的数量,从而减少线条之间的交接线,增加模型的透光率。此外,将顶部和底部外壳层设置为0,并使用直线排列作为填充图案以确保层方向一致且无重叠。
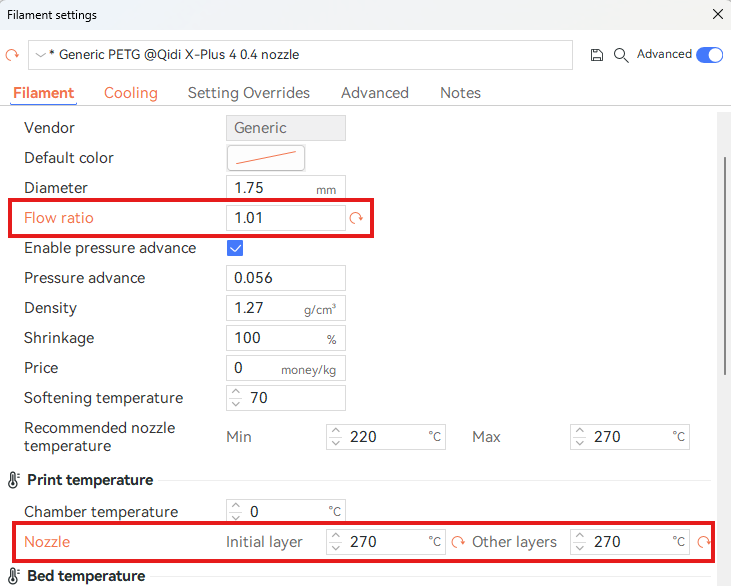
- 使用高温设置:可以使 PETG 熔融得更充分、均匀并有较好的附着力。
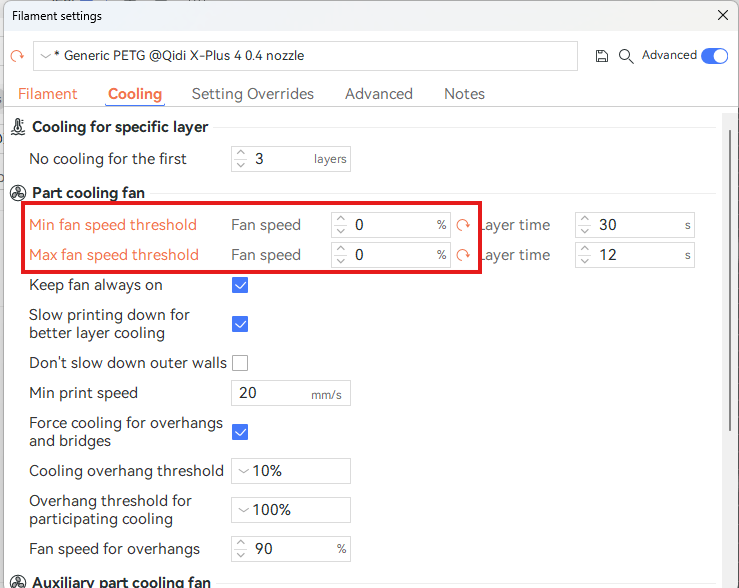
- 打印时关闭所有风扇:让挤出的线体自然冷却,避免过快冷却带来过多的温度、收缩不均。
- 打印完成后,可以适当地对模型表面进行打磨,增加透光度。
*请注意,在3D打印中实现高透明度对模型的几何形状有严格要求。因此,即使使用最佳打印参数,在具有复杂结构的模型上实现高透明度也很困难。
¶ 切片参数设置
- 关闭冷却风扇:
- 增加流量比和喷嘴打印温度:
- 将层高设置为0.1毫米,线宽设置为0.5毫米:
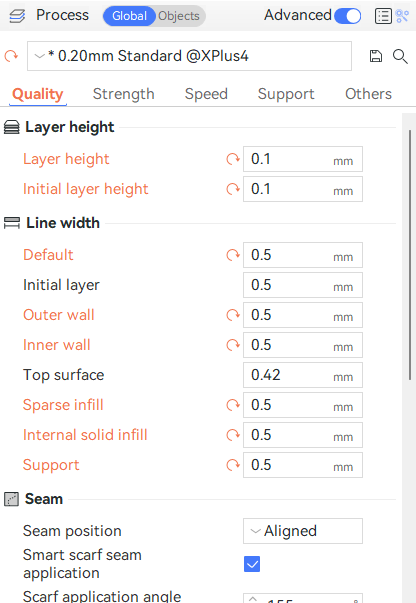
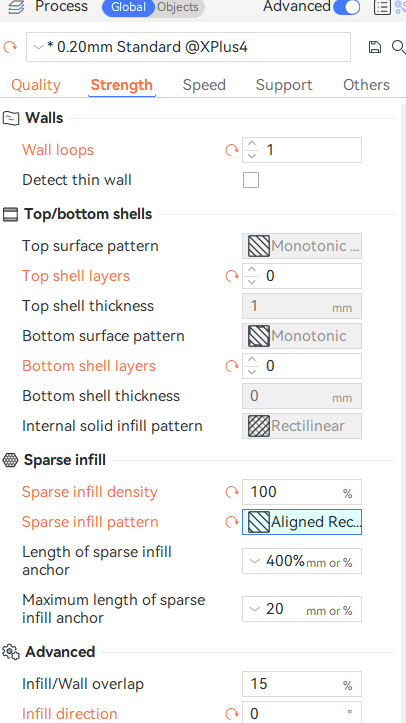
- 将壁循环数设置为1,移除顶部外壳和底部外壳,将填充密度设置为100%,并将填充方向更改为0°或90°:
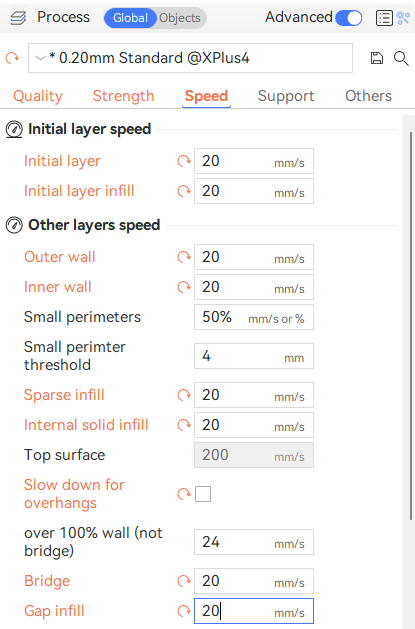
- 将所有速度设置为20毫米/秒: