¶ X-Plus 4
¶ 主视图
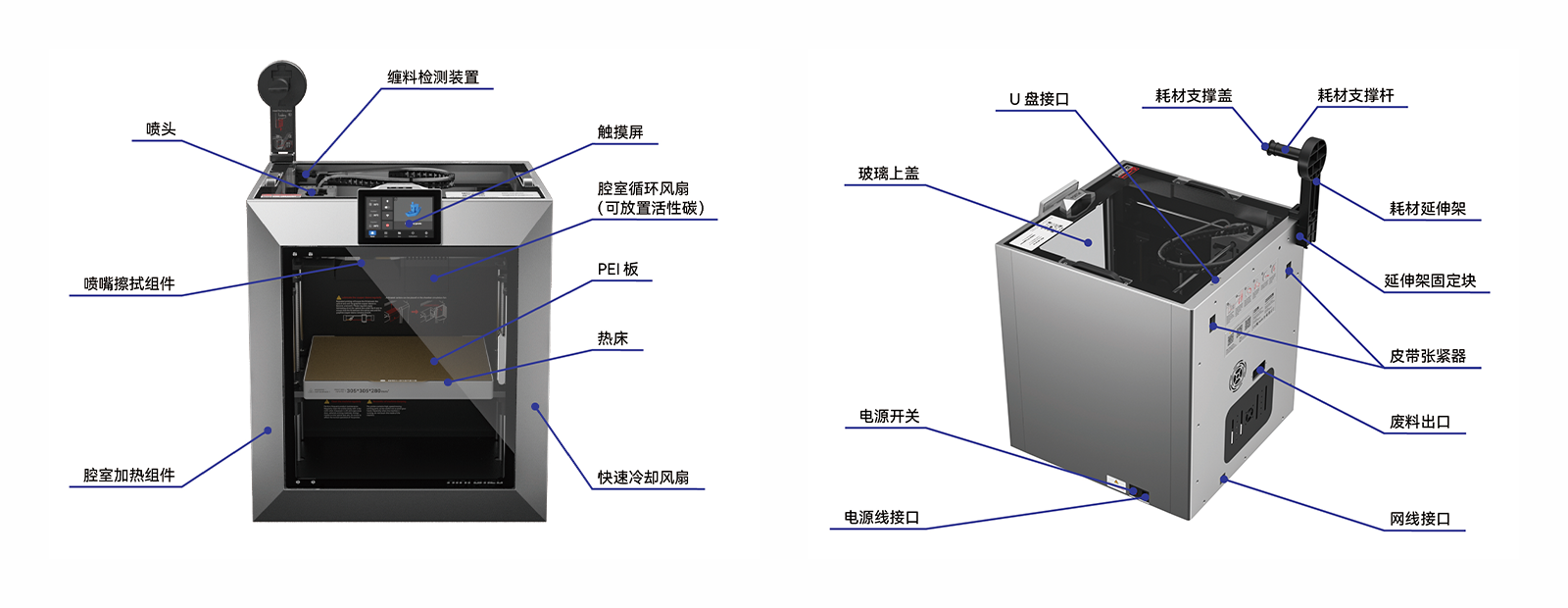
| 喷头 | 该组件包含多个部件,如挤出机、热端、工具头板等。 |
| 喷嘴擦拭组件 | 该组件用于喷嘴的清洁。 |
| 腔室加热组件 | 该组件用于提高封箱打印时腔室温度。 |
| 缠料检测装置 | 用于检测耗材是否缠料。 |
| 触摸屏 | 显示打印参数、控制打印机。 |
| 腔室循环风扇 | 打印机背部的风扇,用于从机内抽取空气,以调节室内空气并确保其不超过特定的温度。 |
| 纹理PEI板 | 通过在不锈钢板上粉末喷涂一层 PEI 粉末而成。其最大特点是表面具有特殊的粗糙纹理,使打印件底面也呈现相同的纹理。该板适用于大多数耗材,通常无需使用粘合剂即可获得良好的粘附力,因此使用非常方便。该板上的 PEI 涂层非常坚固,具有较长的使用寿命。 |
| 热床 | 热床的主要功能是加热打印表面,以帮助打印层更好地附着在构架板上。如果不对打印表面进行加热,沉积在热床上的第一层材料很可能会无法稳定附着在热床表面,导致后续的打印过程中打印件发生翘曲甚至掉落。 |
| 辅助冷却风扇 | 位于右侧面板上的大型径向风扇,用于提供额外强力的冷却。 |
| 玻璃上盖 | 用于封闭腔室进行封箱打印。 |
| 电源开关 | 打印机电源开关。 |
| 电源线接口 | 用于连接电源线。 |
| U盘接口 | 用于连接USB接口存储器。 |
| 耗材支撑盖 | 用于固定耗材轴。 |
| 耗材支撑杆 | 用于放置耗材轴。 |
| 耗材延伸架 | 用于将耗材放置于打印机上方。 |
| 延伸架固定块 | 用于将耗材延伸架固定于打印机背板。 |
| 皮带张紧器 | 用于张紧XY皮带。 |
| 废料出口 | 打印机进行材料与换料时产生的废料排出口。 |
| 网线接口 | 用于连接网线。 |
¶ 工具头
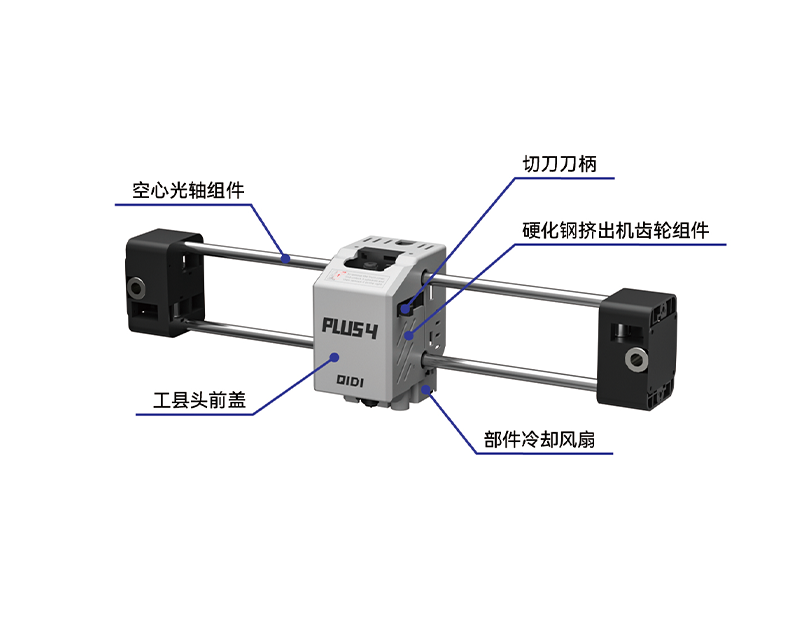
| 空心光轴组件 | 用于握住切刀并推动其切割耗材。 |
| 工具头前盖 | 挤出机装置的内部齿轮组件,由一个传动轮和两个挤出轮组成,共同作用将耗材送入热端。 |
| 切刀刀柄 | 保护打印机工具头的前部,X-MAX3、Q1 Pro的工具头前盖还包括部件冷却风扇。 |
| 硬化钢挤出机齿轮组件 | 确保工具头在x轴上运动时始终固定在水平面上。其轻质、高刚性的特点使工具头能够沿X轴稳定、快速移动,实现高速打印。 |
| 部件冷却风扇 | 用干确保在打印过程中充分冷却打印层,有助于在挤出时快速冷却耗材,使每一层都能在下一层沉积之前凝固并保持形状。 |
¶ 其他术语
¶ 工具头
| 近端挤出机 | 近端挤出机是3D打印中使用的一种挤出器类型,它直接安装在打印头上,通常靠近热端附近,用于传送丝材。 |
| 淬硬钢喷嘴 |
喷嘴孔径:0.4/0.6/0.8(mm) 可使用的耗材尺寸: 1.75(mm) 最高温度:350℃ 喷嘴特性:耐磨性, 耐高温 导热性: 220W/m.k 膨胀系数:8.0μm/m·℃ |
| 镀铜喷嘴 |
喷嘴孔径:0.2/0.4/0.6/0.8(mm) 可使用的耗材尺寸: 1.75(mm) 最高温度:350℃ 喷嘴特性:耐高温 导热性: 330W/m.k 膨胀系数:16.7μm/m·℃ |
| 黄铜喷嘴 |
喷嘴孔径:0.2/0.4/0.6/0.8(mm) 可使用的耗材尺寸: 1.75(mm) 喷嘴特性:应用广泛,性价比高 导热性: 105W/m.k 膨胀系数:18.0μm/m·℃ |
| 挤出机马达 | 用于挤出机的圆形步进电机。 |
| 挤出机 | 带有9.5:1齿轮比的双齿轮挤出机。 |
| PTFE 管 | 将耗材送入挤出机的管子 |
| 链式线导器 | 塑料部分由单个部件组成,形成一个链条,将电缆和PTFE管输送到挤出机。 |
¶ 热床
| 热床传感器线缆 | 一条 6 pin 电缆,与热床传感器相连,用于温度控制和调平。 |
| 热床软磁贴 | 附在热床铝基板表面的带有磁性的软质橡胶板,它是热床的一部件,主要作用是吸附打印板,使打印板稳定地吸附在热床上。 |
| 热床组件 | 热床的主要功能是加热打印表面,以帮助打印层更好地附着在构架板上。如果不对打印表面进行加热,沉积在热床上的第一层材料很可能会无法稳定附着在热床表面,导致后续的打印过程中打印件发生翘曲甚至掉落。 |
| 热床压力传感器 | 一种带支架的压电陶瓷,用于检测热床的表面压力状况。热床底部有 4 个传感器。 |
¶ 配件
| 刮刀 | 使用锋利的刮刀将模型从打印板上剥离,可延长打印板的使用寿命。待打印板冷却后,将刮刀轻轻滑入模型的一角下方,然后小心地弯曲打印板,将模型取下。 |
| 固体胶 |
固体胶会在构建平台上形成一层薄薄的粘合剂,为打印物提供更好的附着力。 使用固体胶,通常均匀地在构建平台上涂抹薄薄的一层。 |
| 润滑脂和润滑油 |
润滑脂用于润滑丝杆,或者消除皮带和惰轮之间的噪音问题。 润滑油用于润滑线轨、滑轨和钢轴。 |
| 导热硅脂 | 改善热端与喷嘴的导热性能。 |
| 保险丝 | 保险丝是一种电气安全装置,用于提供电路的过电流保护。 |
| U盘 | 用于移动存储介质。 |
| 以太网线缆 | 用于将打印机接入网络。 |
| 7mm扳手 | 用于拆卸、更换喷嘴。 |
| 内六角螺丝刀 | 配件提供1.5mm、2.0mm、2.5mm内六角螺丝刀。 |
| 清理堵头用通针 | 0.4mm通针,用于清理喷嘴堵塞的工具,确保打印过程顺畅。 |
¶ 机械结构
| CoreXY | CoreXY是一种运动控制系统。它以其配置而得名,包括两个固定的电机和一个传动带排列,使得在X和Y轴上能够实现精确的运动。 |
| 腔室 | 在3D打印的背景下,腔室指的是一个围绕3D打印机的结构或外壳,为打印过程提供了一个受控制的环境。它旨在创建一个稳定和封闭的空间,可以调节温度、湿度和其他环境因素。 |
| X-轴 |
高强度钢 中空直轴。 全碳导轨 (X-Smart3) |
| Y-轴 | 高强度钢 ,直轴。 |
| Z-轴 | 双引导杆+四直轴。 |
| 底座 | 全金属,并在底部加强了金属横梁。 |
¶ 风扇
| 热端冷却风扇 | 与热端连接的小型风扇,有助于减少挤出器和热端之间的热传导。 |
| 模型冷却风扇 | 专门用来吹向当前的打印层,使得刚从热端出来的耗材快速冷却。 |
| 主板风扇 | 给主板降温的风扇。 |
| 腔室加热风扇 | 这个风扇推送加热空气以保持室温度。 (最高室温65℃)。 |
¶ 打印板
| 热端 | 温度: ≤120℃, PID 控制。 |
| QIDI HF 板 | 双面柔性磁性HF板,比PEI板具有更好的表面附着力。 |
| QIDI Smooth 板 | 双面PEI板,其中一面覆盖了PEA薄膜,具有非常好的附着力,可以保持打印物底部光滑,但不如HF板耐用。 |
| 底板 | 钢板 + 铝板。 |
¶ 耗材
| QIDI PLA Rapido | 一种适合初学者和复杂模型的基本PLA丝材。 |
| QIDI PLA Matte Rapido | 一种具有更磨砂表面的PLA丝材,适合初学者和复杂模型。 |
| QIDI ABS Rapido | ABS(丙烯腈丁二烯苯乙烯共聚物)是3D打印中常用的热塑性聚合物。它以其强度、耐用性和广泛的应用领域而闻名。使用加热室打印效果更好。 |
| QIDI PETG-Tough | PETG-Tough是一种坚硬、耐用、高性能的材料,具有无味、高冲击抗性和高耐热性。 |
| QIDI ABS-GF25 | 使用特殊的多层共挤技术将耗材设计成内外双层结构。内层是填充了25%高含量玻璃纤维的ABS树脂,而外层是粘合的ABS树脂。这种双层结构在从喷嘴挤出耗材时得以保留。这种设计可以提供更好的强度和性能,适用于需要高强度和耐磨性的应用。 |
| QIDI PET-CF | PET-CF(聚对苯二甲酸乙二酯碳纤维复合材料)是用于3D打印的复合丝材。它是PET(一种常用的热塑性聚合物)和碳纤维的组合,碳纤维被添加以增强材料的机械性能。这种材料通常具有较高的刚度和强度,适用于需要抗弯曲和抗拉伸性能的应用。 |
| QIDI PAHT-CF | PAHT-CF(高温碳纤维聚酰胺)是用于3D打印的复合丝材。它将聚酰胺(通常称为尼龙)与高温碳纤维结合在一起,以创造出具有出色的强度、耐热性和尺寸稳定性的材料。这种材料通常适用于需要高温和高强度性能的应用,例如汽车零部件和工业组件。 |
| QIDI PA12-CF | PA12-CF(碳纤维聚酰胺12)是用于3D打印的复合丝材。它将聚酰胺12,也称为尼龙12,与碳纤维结合在一起,以创造出具有增强的机械性能、强度和尺寸稳定性的材料。这种材料通常适用于需要高强度和耐磨性能的应用,如工程零部件和功能性原型。 |
| QIDI S-White | QIDI S-WHITE可以为PA12-CF等主要材料提供适度的粘结强度,确保主要材料能够被塑造到支撑表面,并且在打印完成后能够轻松地从支撑表面分离。这种粘结特性有助于打印过程中的支撑结构的有效支持,同时在打印完成后容易去除支撑结构,使成品更容易处理。 |
¶ 打印质量
| 拉丝 | 3D 模型打印过程中出现在打印部件之间的细丝状丝料,通常为空驶过程渗漏导致的。 |
| 震纹或伪影 | 一种视觉伪影,通常出现在 3D 打印物体表面的尖角或棱边周围,呈波浪状或涟漪状。 |
| 堵头 | 3D 打印机的喷嘴或挤出机被耗材丝堵塞,从而导致打印机无法正常挤出或进料的情况。 |
| 翘边 | 3D 打印中常见的问题,当打印物体在打印过程中边角脱离打印平台,会导致底层变形或翘曲。 |
| 漏料 | 漏料是指打印机喷嘴在尚未开始打印模型的部分时,意外渗漏出熔化的丝料的现象。 |
| 收缩 | 收缩是指 3D 打印物体在降温后尺寸或体积的缩小。 |
| 炒面 | 打印失败的时候,喷嘴挤出的耗材丝像一团意大利面一样出现在打印板上,通常是模型底部粘接不良导致的。 |
| 磨损 | 磨损指由于摩擦、磨损或应力而导致打印机组件或零件逐渐退化或损坏的现象。 |
| 层纹 | 层纹是指由于 3D 打印过程中逐层叠加的制造方式,在打印物体表面出现的可见线条或凸起。 |
| 挤出不足 | 当打印机挤出机未能挤出足够的丝料时,就会发生挤出不足现象,导致打印物体表面出现间隙或缺失层。 |
| 过度挤出 | 当打印机挤出机挤出过多丝料时,就会发生挤出过度现象,导致打印物体存在多余材料和打印质量不佳。 |
| 顶部鼓包 | 当打印物体的顶部层不够紧密时,就会发生顶部鼓包现象,导致表面出现可见的间隙或凹陷。 |
| 轴条纹 | Z 轴条纹是指由于层高不一致或打印机 Z 轴机械问题而导致打印物体表面出现可见的水平线条或条纹。 |
| 接缝 | 接缝是指打印机挤出机在每一层打印物体时开始和结束的位置。 |
| 象脚 | 在 FDM 3D 打印过程中,是通过喷嘴挤压材料一层层堆叠构建成 3D 模型的。所以在打印过程中,首层挤出的线条被压在加热的热床上尚未完全冷却,再加上来自上层重力的挤压,打印出来的首层可能会扩展一些出来,这种现象就称之为象脚。 |
| 退火 | 对模型进行热处理的过程,目的是减少内应力、改善材料的机械性能和提高热稳定性。退火可以通过加热模型到特定温度并保持一段时间,然后缓慢冷却来实现。 |