¶ 介绍
挤出倍率与喷嘴的流量相关。当用户使用官方耗材时,在大多数情况下,使用软件的默认配置参数进行打印都能取得良好的效果。这些默认配置参数是实验者经过多次打印调整总结得出的。
¶ 何时需要校准?
若用户在打印过程中出现以下迹象或因其他原因感到不确定时,可考虑进行挤出倍率校准。
-
过挤
打印模型出现多余材料、斑点或层过厚,这可能是由过度挤出引起的。 -
挤出不足
模型会显示出缺少层、表面有缝隙或填充不足等迹象。这是因为在打印过程中打印机挤出的耗材不足。 -
表面质量差
当打印模型看起来粗糙且不均匀时,可能是由于流量不正确。 -
结构完整性差
打印模型容易断裂或看起来不够坚固,这可能是由于挤出不足或层间粘附不良。 -
使用第三方耗材时
¶ 校准流程
校准包括以下两个过程:粗校准和细校准。
通常,您可以先使用粗校准获得一个大致范围,然后再进行细校准以获得精确值。如果您觉得过程过于繁琐,也可以直接使用粗校准得到的值进行打印,也能获得不错的打印效果。
¶ 粗校准
校准过程非常简单,您只需在系统工具栏中找到校准并点击流量 - 粗校准。工具软件会为您处理加载模型、修改配置等事宜。您只需将切片文件发送到打印机进行打印即可。
打印成功后,您将得到一个如下图所示的模型,选择表面最光滑的数字。如您所见,数字0对应的模型表面最光滑。
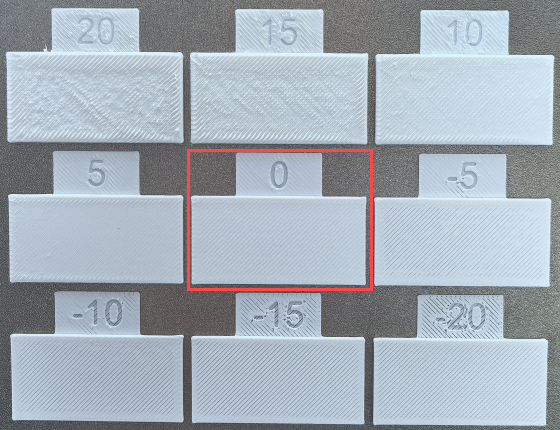
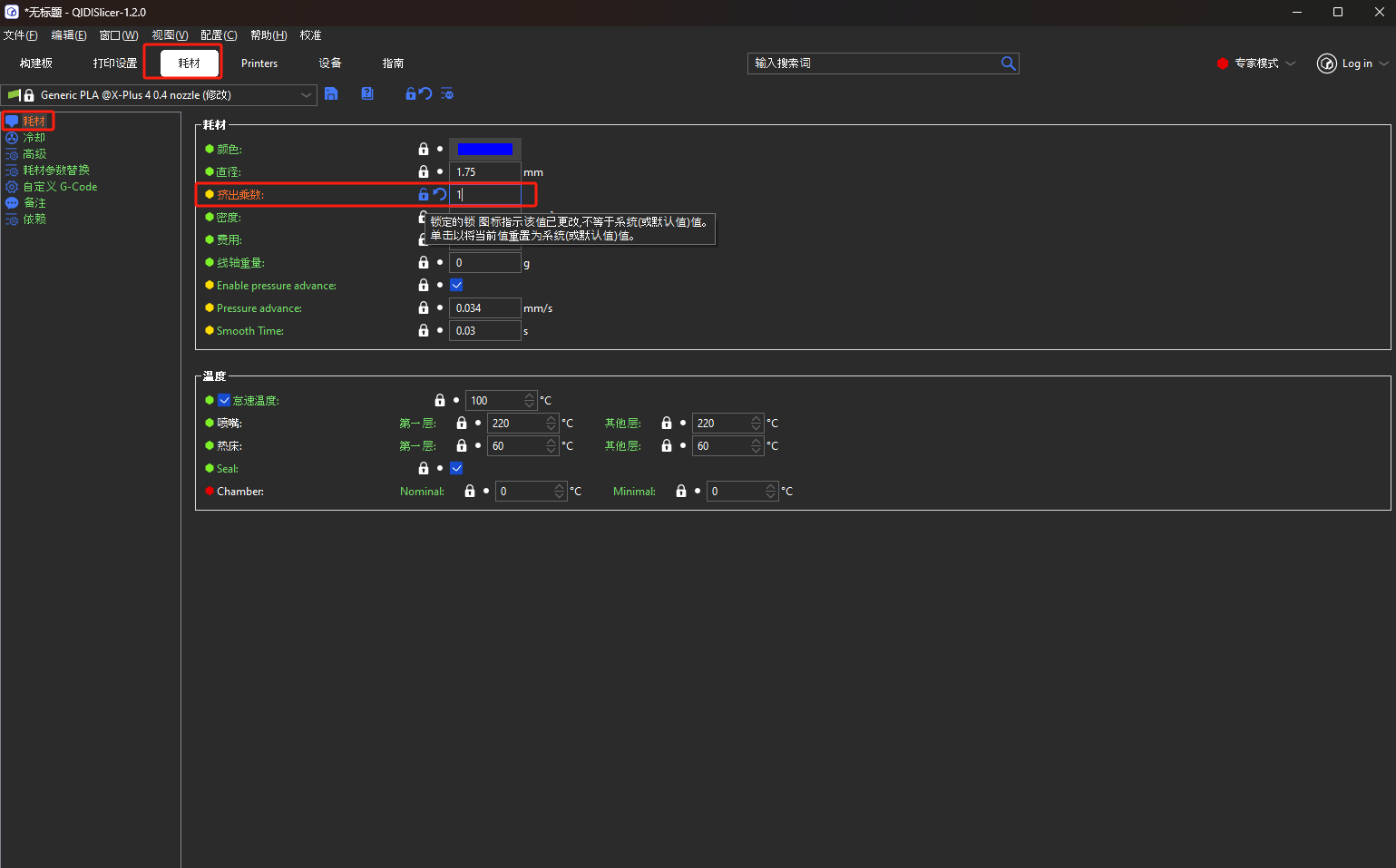
然后找到耗材 - 耗材 - 挤出倍率并根据模型上显示的参数和数字进行计算。如下图所示,原始参数为1,打印结果中模型表面最光滑的数字为0。根据公式:1 + (0.00/100) = 1。即原始参数保持不变。
如果表面最光滑的数字是5,则根据公式计算:1+(5/100) = 1.05,并将参数修改为1.05。
注意:计算挤出倍率的具体公式为:1 + (值/100)。
¶ 细校准
细校准基于粗校准。
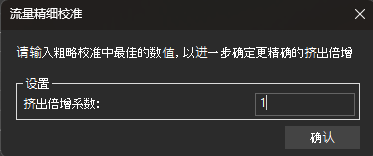
点击校准 - 流量 - 细校准,在弹出的窗口中输入相应的值,并点击确定。
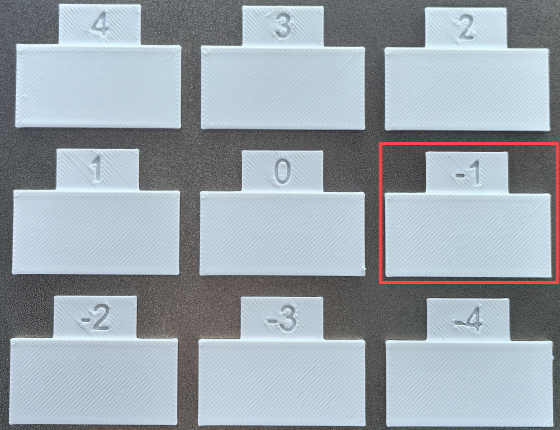
校准模型将自动加载、切片并打印。如果后续操作与粗校准一致,则选择表面最光滑的模型,如下图所示,表面最光滑的模型数字为-1,则根据公式:输入值 + (-1/100) 得到最终结果为0.99。
将0.99输入到耗材 - 耗材 - 挤出倍率中进行验证。