¶ 简介
为了给予用户良好的打印体验,QIDIStudio为新手用户提供了校准引导。具体的校准引导内容分为以下三种:
- 流量比例
- 压力提前
- 最大容积速度
不用担心,QIDIStudio为了提升用户的使用体验,将校准流程进行极大的简化,只需要用户点击几个按钮,修改对应的值,即可轻松完成整个校准流程。

¶ 流量比例
当用户使用官方耗材时,使用软件的默认配置参数进行打印,在绝大多数打印情况下都表现良好。这些默认的配置参数是由实验员通过多次打印调整总结得到的。
¶ 何时需要流量校准?
如果用户在打印过程中出现以下迹象和其他不确定的原因,可以考虑进行流量校准。
- 过度挤压
打印的模型上有多余的材料、斑点或看起来太厚的层,这可能是过度挤压造成的。 - 挤压不足
模型会出现缺层、表面有缝隙或填充不足的迹象。这是由于打印机在打印过程中没有挤出足够的耗材丝导致的。 - 表面质量差
当打印得到的模型看起来粗糙、不平整,这可能是由于流速不正确造成的。 - 结构完整性弱
打印得到的模型容易断裂或看起来不够坚固,这可能是由于挤出不足或层附着力差导致的。 - 使用第三方耗材时
¶ 校准流程
校准由以下两个流程:粗校准和细校准。
通常,可以先使用粗校准来获得大致范围,然后通过细校准获得精确值。如果您觉得流程过于繁琐,也可以直接使用粗校准得到的值进行打印,也可以获得不错的打印结果。
在校准之前,您需要选择正在使用的打印机、需要校准的耗材和工艺参数。对应的参数在校准页面的左上角进行选择调整。
调整完上述参数之后,直接点页面的粗校准。将会进入粗校准的引导页面。

¶ 粗校准
-
进入粗校准引导页面之后,您点击页面底端的校准按钮。选择模型与切片操作由程序自动完成。
-
将切片得到的GCode通过网络或者U盘发送至打印机进行打印。
-
打印成功后,您将得到如下图所示的模型,选择表面最光滑的数字。如图所示,图中数字“0”的模型具有最光滑的表面,因此粗校准获得值为1+0.00=1。

-
返回到准备页面,打开耗材参数编辑框,将流量比例值进行修改,修改为1,然后点击保存配置即可。
注:流量比例的具体计算公式:1±(图片上的值/100)。
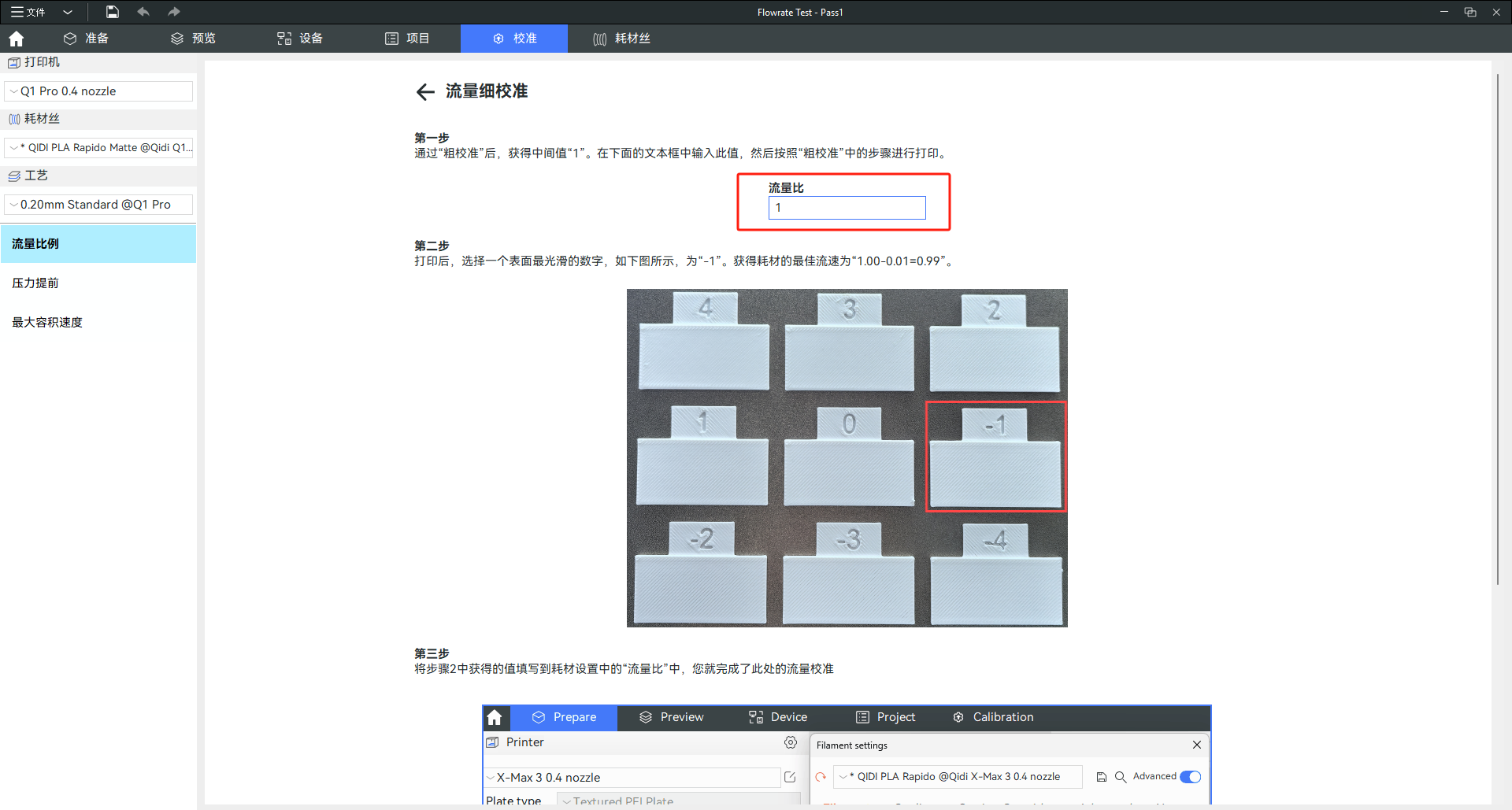
¶ 细校准
细校准建立在粗校准的基础上。
-
打开细校准的页面,在“流量比”的输入框中输入上述粗校准操作得到的结果。
-
点击页面下方的校准按钮。选择模型与切片操作由程序自动完成。
-
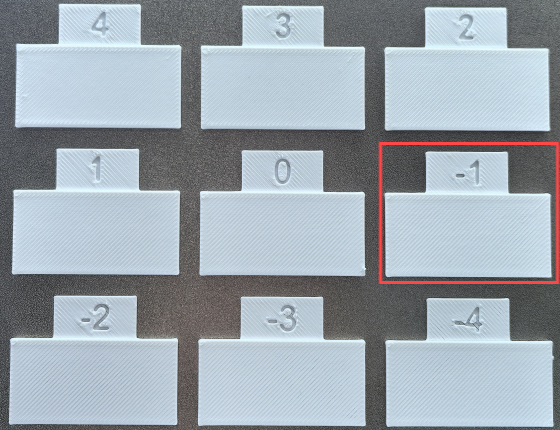
打印成功后,您将得到如下图所示的模型,选择表面最光滑的数字。如图所示,图中数字“-1”的模型具有最光滑的表面,因此粗校准获得值为1+(-1/100)=0.99。
-
返回到准备页面,打开耗材参数编辑框,将流量比例值进行修改,修改为0.99,然后点击保存配置即可。
注:细校准的计算公式与粗校准一致。
¶ 压力提前
¶ 什么是压力提前校准?
从流体力学的角度来看,当牛顿流体流过孔时,它需要压力,而压力与流量成正比。
由于耗材丝不是刚体,当挤出机开始挤出时,耗材将被压缩以产生压力。压缩过程将延迟实际流动的响应。因为挤出机只提供需要挤出的耗材量,而不提供额外的耗材。
¶ 在什么情况下需要进行压力提前校准?
- 使用不同品牌的耗材,或者耗材受潮。
- 喷嘴磨损或者更换不同尺寸的喷嘴。
- 使用不同的打印参数,如温度和线宽。
¶ 校准操作
我们提供了3种压力提前校准模式,进入对应的校准模式只需要点击页面底部的对应按钮即可。
- PA线
- PA图案
- PA塔
¶ PA线
- 在输入框中输入初始K值、结束K值、值步长。

- 点击页面底端的校准按钮。软件将会自动生成模型并且切片。您只需要将切片文件文件发送至打印机进行打印即可。打印得到的模型如下图所示。
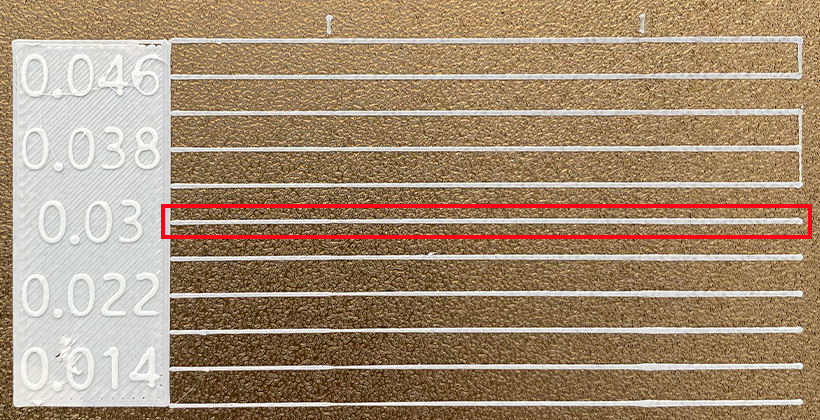
- 如上图所示,图中的标号为0.03的线段最为平滑。将对应的值输入到软件中进行保存。
¶ PA图案
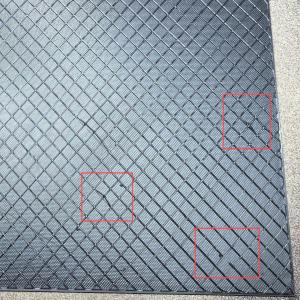
与PA线的操作一致。打印得到的模型如下图所示。
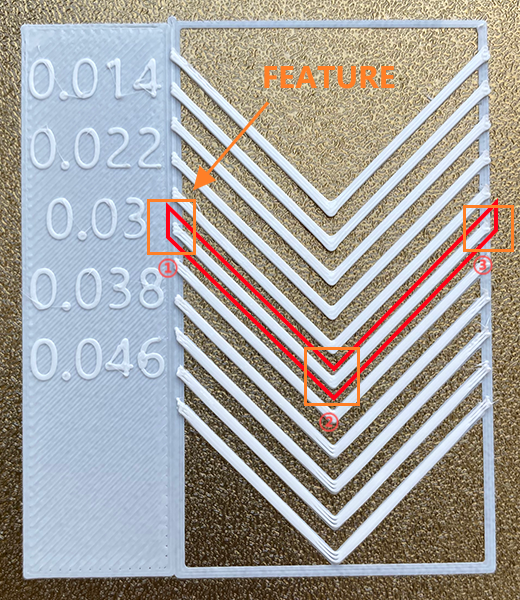
选取图中最光滑部分的对应的数值对耗材参数进行修改即可。
上图的模型中有三个特征区域需要观察:
- 图中的区域1和区域3,当压力提前值太小时,将会发生材料堆积,端点将超过边界框。当压力提前值过高时,则可能出现线段短缺,断点无法达到边界框。
- 图中的区域2,当压力提前值太小时,可能出现材料堆积,可能会导致实际打印过程中角落过度溢出。当压力提前值过高时,可能会出现螺纹缺失。在实际打印中,它会导致角变圆并导致缺线。
¶ PA塔
与上述两个校准方法一致。
该方法相较于上述两个方法要繁琐一些。需要用到尺子。
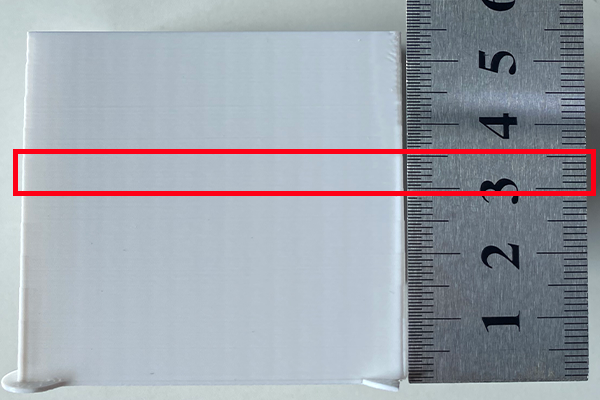
需要观察模型的每个角并对齐进行校准。高度每增加5mm,压力提前量就会以阶跃值梯度增加。如果压力提前值太小,拐角处会出现过度挤压。如果压力提前值太大,则会出现直角变圆,甚至拐角处缺少螺纹。
观察确定效果的最佳位置后,使用尺子量取高度,并使用比例确定高度。
使用公式计算最佳压力提前值:
压力提前 = k_Start + floor(height/5) * k_Step
floor表示向下舍入。
最后将计算得到的值进行保存即可。
注:压力提前校准不适用于PETG耗材。
¶ 最大体积流量
¶ 什么是最大体积速度校准?
- 不同的耗材具有不同的最大体积速度。
- 喷嘴材料、口径、打印温度等都会影响最大体积速度。
- 当最大体积速度设置过高且与耗材特性不匹配时,打印过程中可能会出现缺线,导致模型表面纹理劣化。
这是一项旨在校准特定耗材最大体积速度的测试。当第三方耗材类型没有在耗材设置中设置正确的体积速度时,这项测试将帮助您找到耗材的最大体积速度。
¶ 何时进行最大体积速度校准?
我们在软件中为官方耗材设置了适当的值。当出现以后情况时,需要用户自行校准最大体积速度:
- 没有默认配置的耗材(自行增加的第三方耗材)。
- 更换不同材料和直径的喷嘴。
- 更改了默认的打印温度。
- 打印过程中发现缺线、挤出不足或填充破损等情况。
¶ 操作流程
- 在最大体积速度校准页面输入最小体积速度值、最大体积速度值、步长值。
- 点击页面底端的校准按钮。软件将会自动生成模型并切片。
- 将模型打印,得到如下图模型。
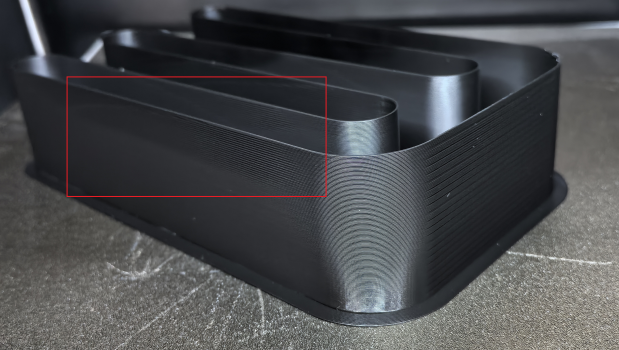
可以观察到,在一定高度,模型开始显示缺失的状态。有以下两种方法可以测量最大体积速度:
- 观察右侧的缺口数量(nums),带入后下列公式中:
Max Volumetric Speed = StartV + (step * 2) * nums - 在预览页面中,查看模型的GCode,找到缺失部分对应的flow值。
- 将得到的值保存。