¶ 介绍
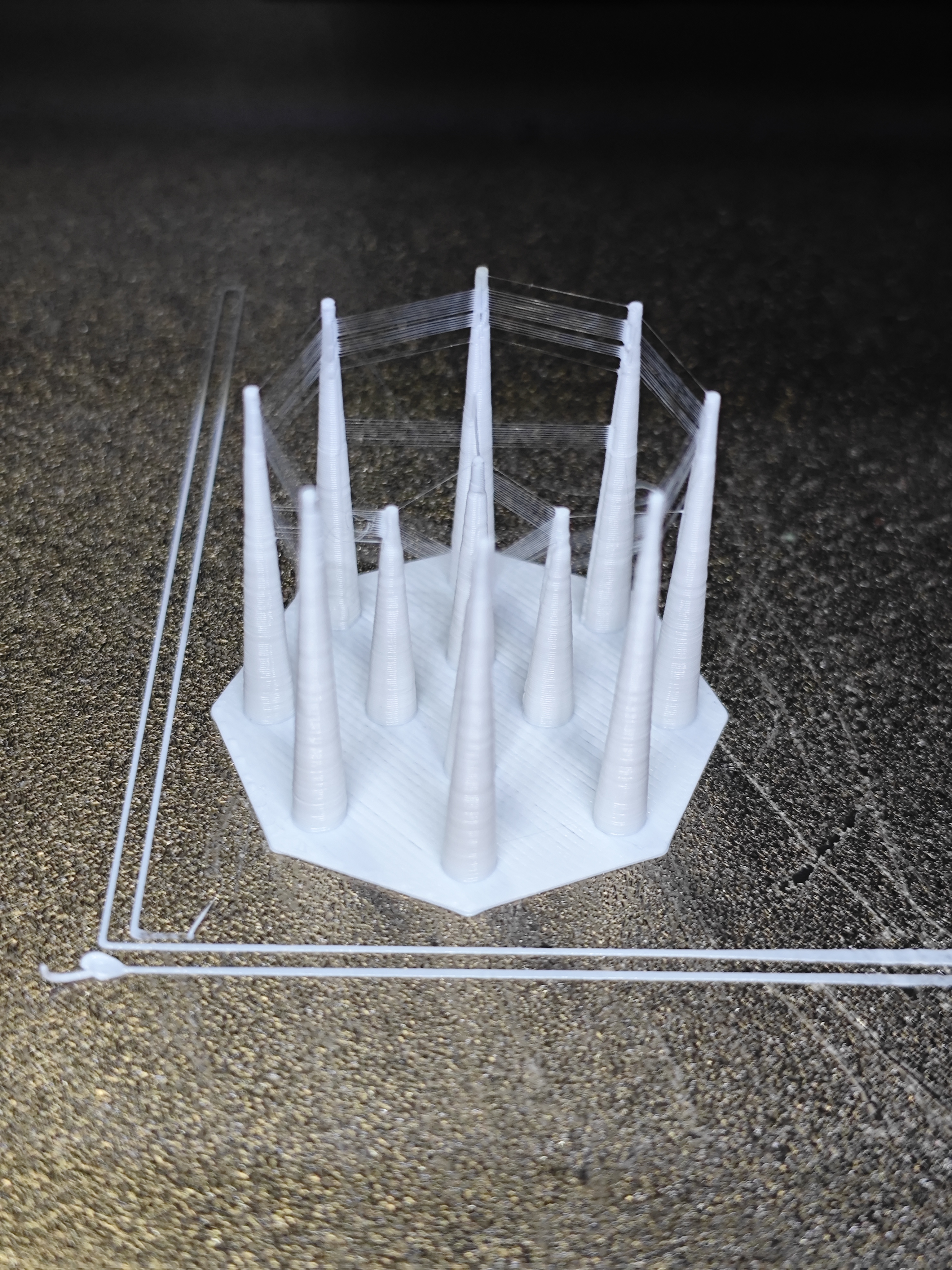
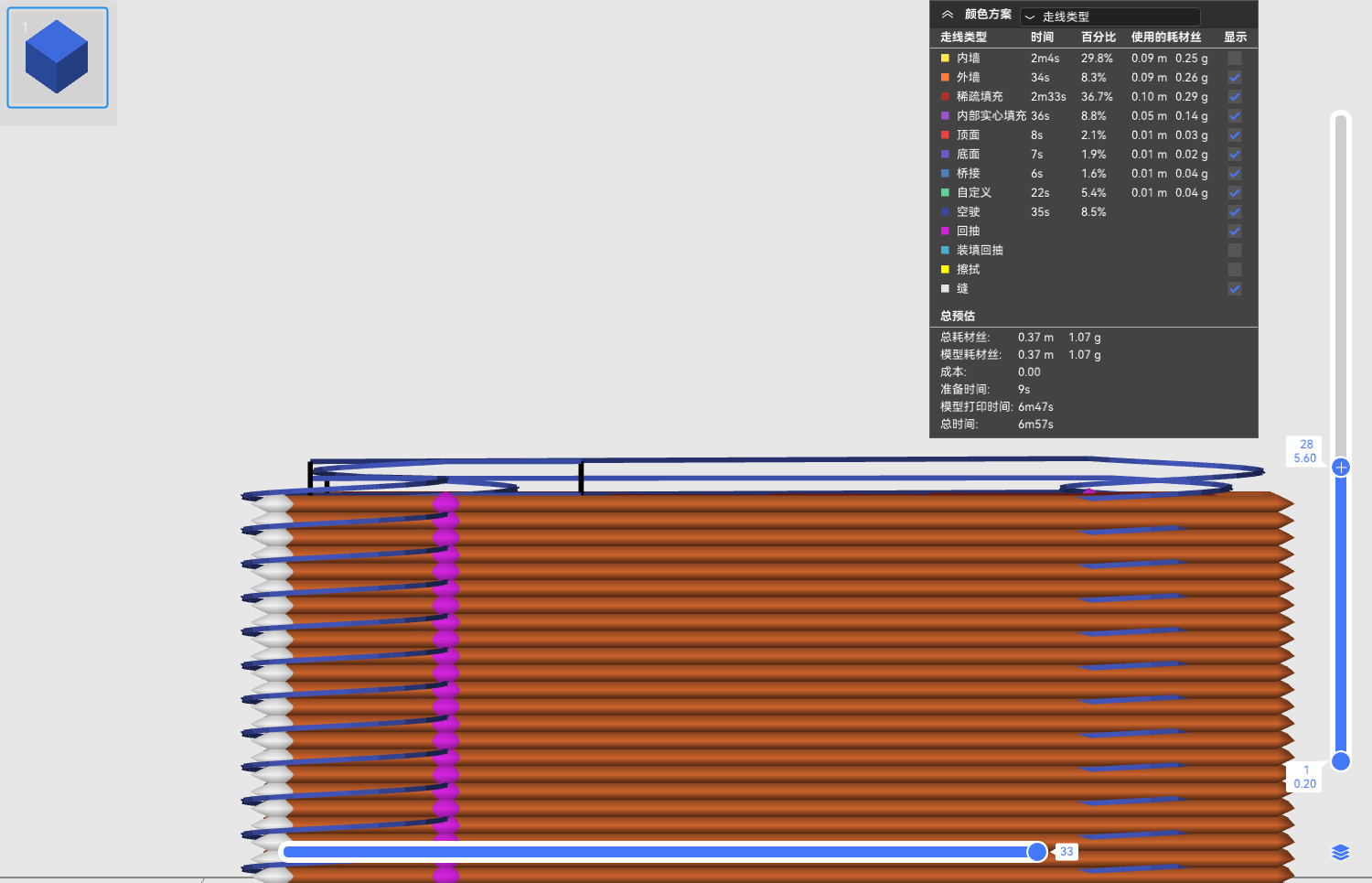
3D打印的工作原理是熔化耗材丝并逐层挤出以构建3D模型。在打印过程中,喷嘴不断移动,通常有很多行进路径,我们不希望喷嘴在行进过程中挤出耗材丝。但是,由于喷嘴的高温和内部压力,熔融的耗材丝仍可能从喷嘴中泄漏出来,从而在打印部件上留下线丝。
回抽设置可以帮助您减少打印过程中的拉丝现象。通过在工具头空转之前将一些耗材丝从打印机的热端中抽回,可以降低热端中熔融耗材的压力,从而减少在空驶路径上拉丝的几率。
回抽通常发生在空驶移动之前,在空驶运动结束时,耗材丝会再次填充回热端,使其正常流动,以确保打印时耗材丝不会挤出不足。
¶ 操作
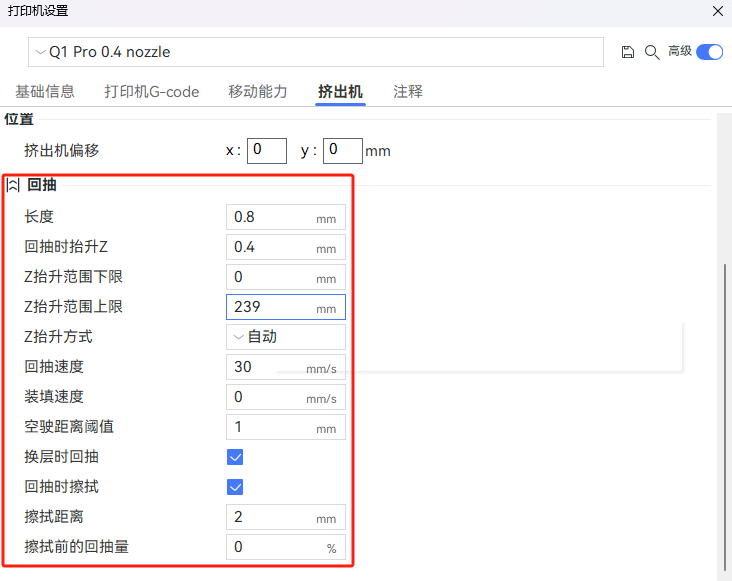
您可以在打印机设置和耗材设置中启用回抽并设置详细参数。可以在打印机设置 - 挤出机中设置回抽参数。
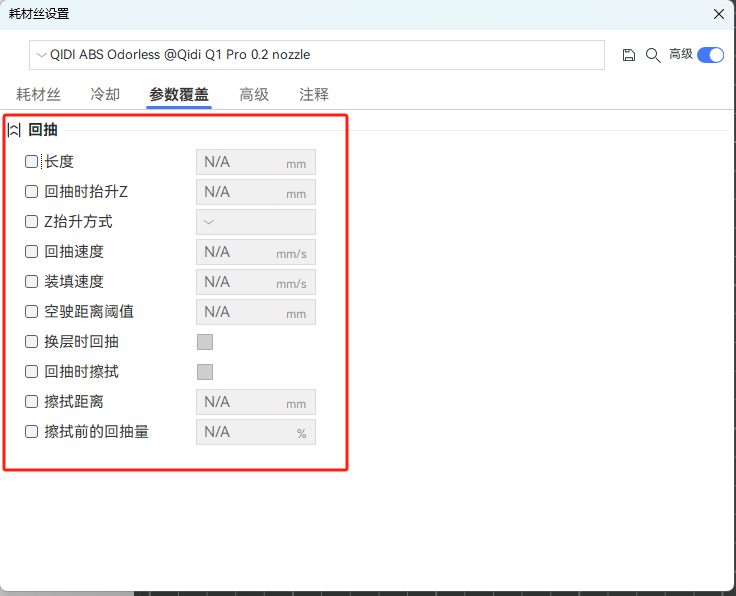
您还可以在“耗材丝设置 - 参数覆盖”中单独进行耗材的回抽设置。如果未在此页面上选中并修改该参数(参数框仍显示灰色或 N/A),则默认使用打印机设置中的回抽设置。
¶ 参数
¶ 长度
回抽时拉回耗材丝的长度,设置为0表示关闭回抽。
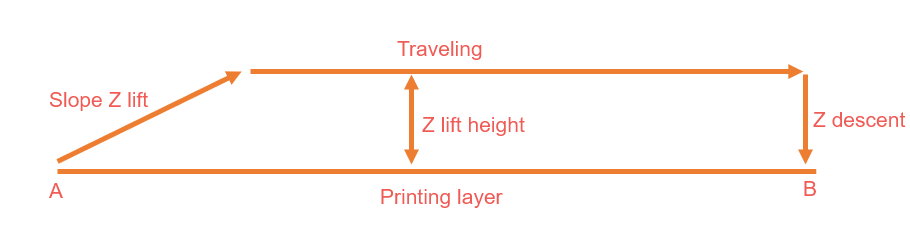
¶ 回抽时抬升Z
回抽完成之后,喷嘴轻微抬升,和打印件之间产生一定间隙。这能够避免空驶时喷嘴和打印件剐蹭和碰撞。
该参数的值不能超过5毫米。
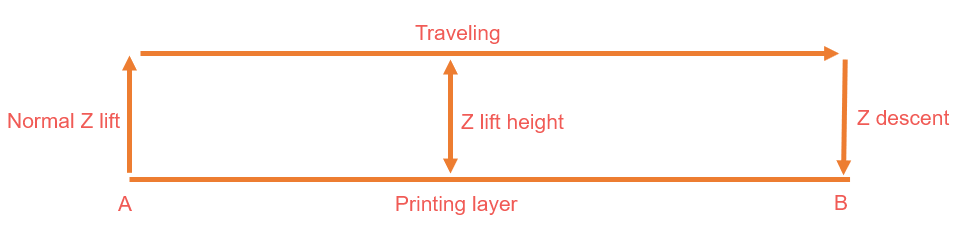
¶ Z抬升方式
以下是回抽完成后提升喷嘴的几种方法:自动、普通、斜向、螺旋。
采用斜向、螺旋、自动抬升方式可以有效减少渗出和拉丝。
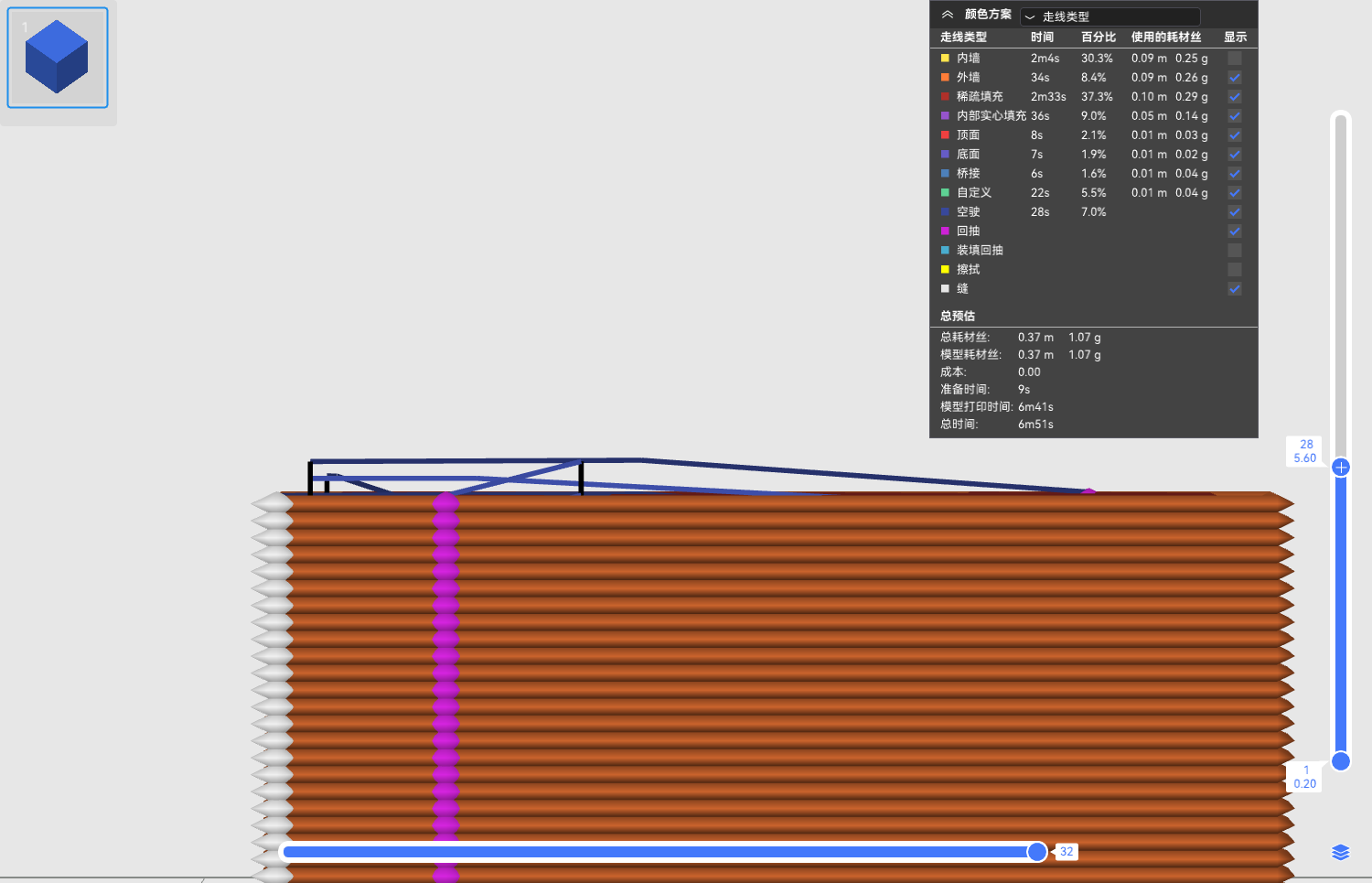
¶ 斜向抬升
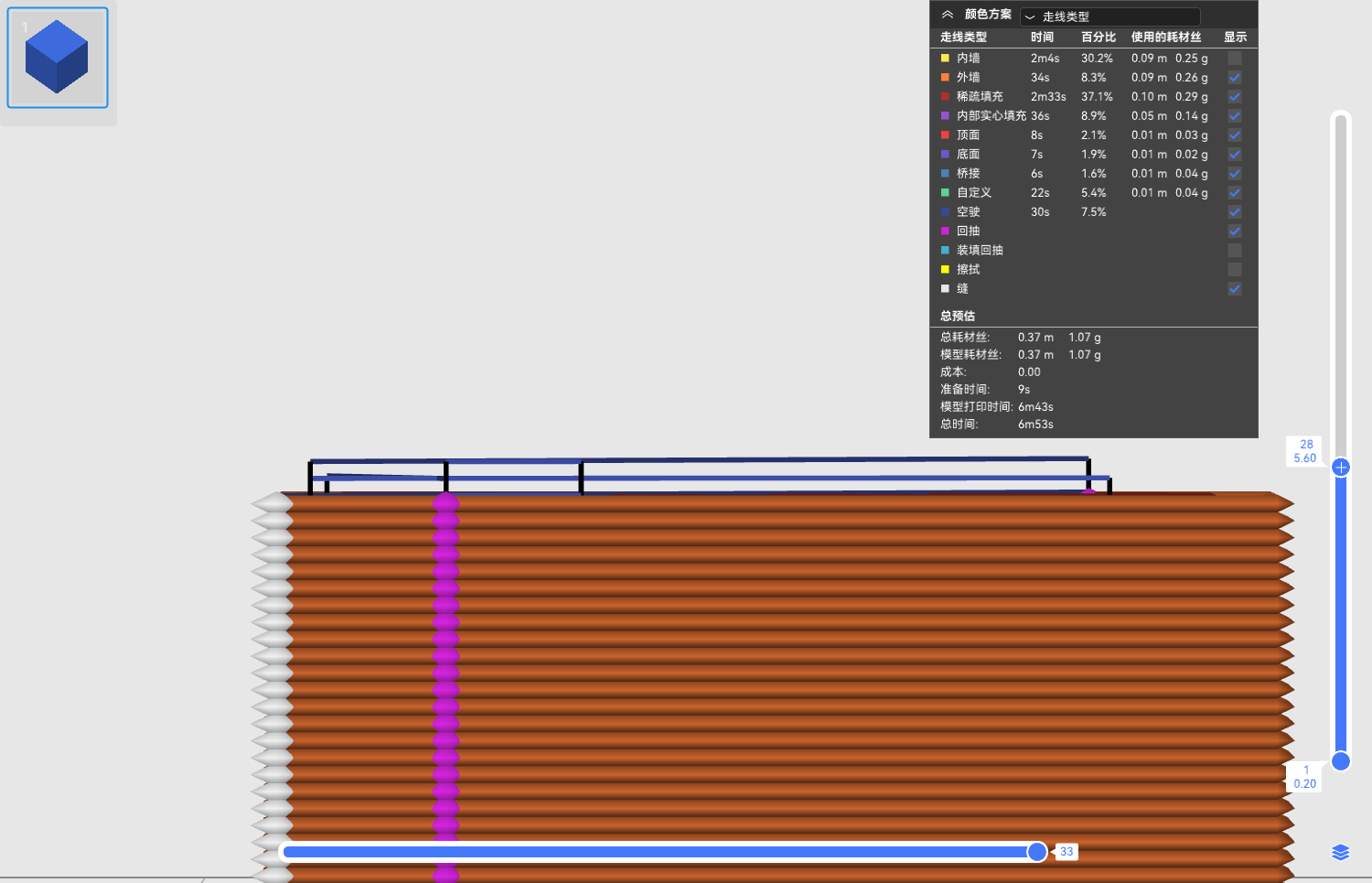
¶ 普通抬升
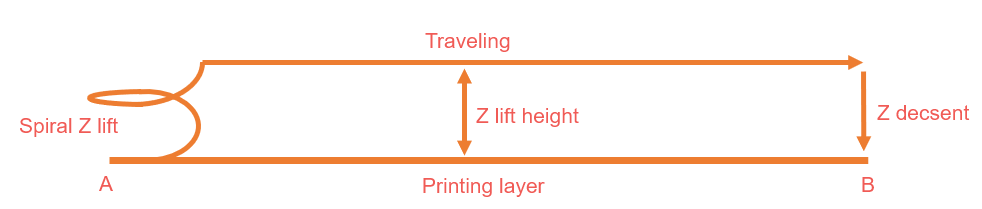
¶ 螺旋抬升
¶ 自动抬升
选择”自动“后,打印机会自适应选择Z的抬升方式。具体判断条件如下:
- 单层内的空驶会先判断斜向抬升时是否会经过悬空区域,悬空区域在打印过程中有可能会膨胀,斜向抬升在抬升到最高高度的过程中会经过较大的XY区域,有一定几率会与这部分产生碰撞刮蹭模型。若无碰撞风险,使用斜向抬升,否则使用螺旋抬升。因为螺旋抬升方式是螺旋线,经过模型表面的XY区域会比较小,刮蹭的概率低一些。
- 换层时一律使用螺旋抬升方式。
¶ 回抽速度
表示回抽时拉回耗材丝的速度
¶ 填装速度
回抽后将耗材丝重新装入挤出机的速度。若将其设置为0,意味着它将与回抽速度相同。
¶ 空驾距离阈值
仅当行程距离超过此阈值时才触发回抽。打印一些间隙小的型号时,行程距离可能太小而无法触发回抽,但喷嘴会在小间隙之间形成拉丝。可以调整行程距离阈值来触发回填,以改善问题。
¶ 换层时回抽
启动此项,将在图层换层时强制回抽。
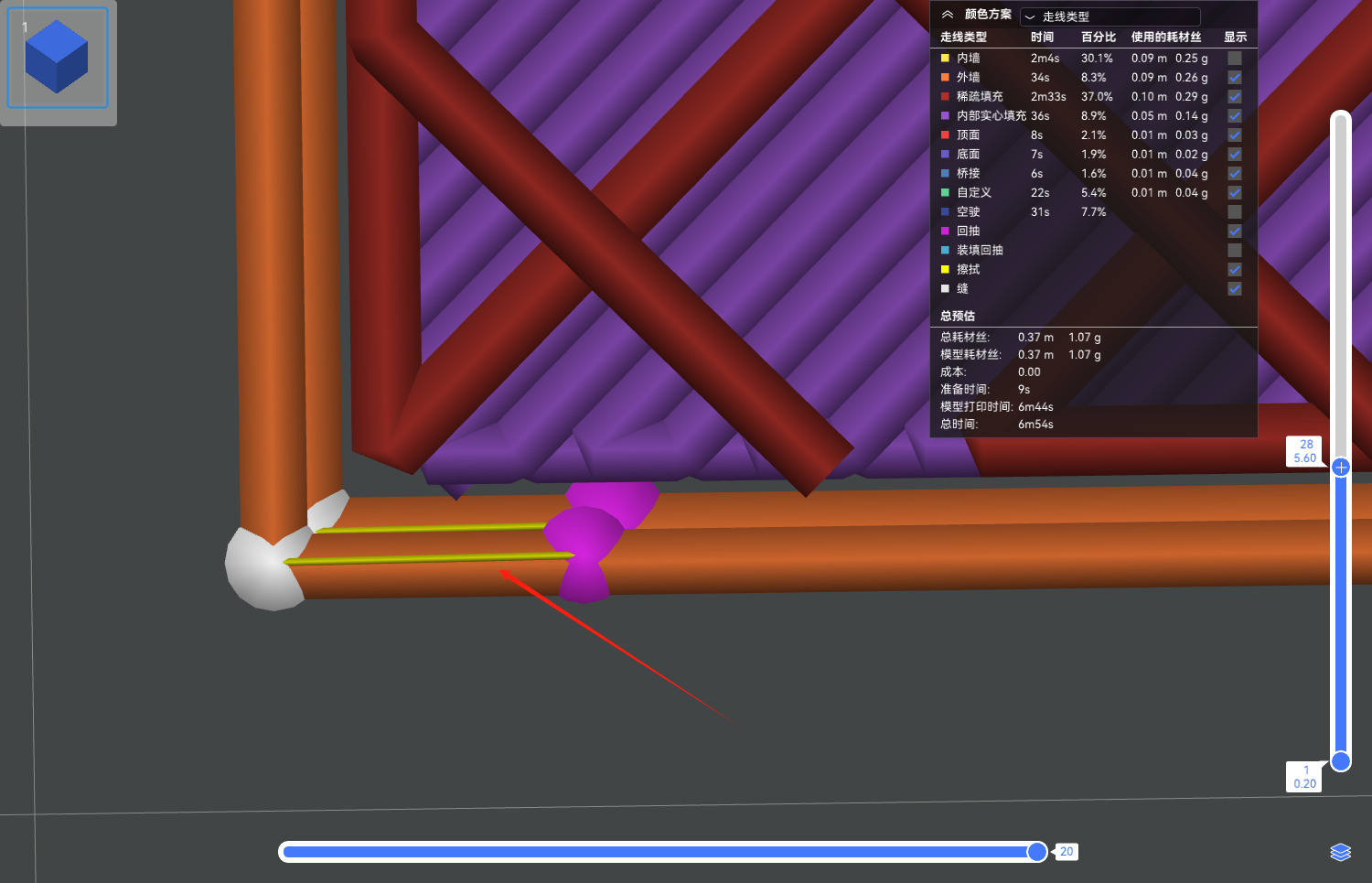
¶ 回抽时擦拭
回抽时,会沿着最后的挤出路径移动喷嘴,以清洁喷嘴的多余或者泄露的材料。这能够避免空驶结束打印新的区域时产生斑点。
¶ 擦拭距离
启用回抽时擦拭后,该值可以设置回抽时擦拭的移动距离。
¶ 擦拭前的回抽量
擦拭之前的回抽长度,用总回抽长度的百分比表示,默认值为0。擦拭前不回抽,外墙的Z缝效果会更好一些(在默认的内墙——外墙打印顺序的情况下)。
¶ 注意
- 回抽对3D打印的质量非常重要。因为如果没有回抽,很可能导致拉线和渗出。但是,避免将回抽值设置得太高也很重要,否则挤出机会将长丝拉回太长(或太频繁),导致打印和层隙的挤压不足,并且有一定的挤出机堵塞的可能性。
- 在某些情况下,使用回抽也可能产生负面影响,尤其是在打印柔性材料(如 TPU)时。这是因为这些柔性材料具有弹性,缩回可能会影响耗材丝的直径并导致其收缩,从而导致堵塞和其他挤压问题。但是,对于PLA、ABS和PETG等所有其他材料,启用回抽后打印效果更好。
- 潮湿的耗材丝在打印过程中更容易拉丝和渗出,通常无法通过简单地调整回抽设置来完全解决。您最好先尝试干燥耗材,然后调整回抽设置以获得更好的打印质量。