¶ 概述
打印悬垂时,为确保更好的打印效果,“减慢悬垂”功能会根据您的模型自动降低内壁和外壁的打印速度。
¶ 介绍
传统的切片软件对不同的走线类型有特定的速度设置,例如,内墙速度,外墙速度,稀疏填充速度,实心填充速度等。内外墙速度对打印模型的表面质量有很大的影响,特别是对于悬垂表面。
一般来说,当整体打印速度较慢时,悬垂面质量通常不会有问题。但对于高速打印场景,即便是层面积大、单层打印时间长且冷却充足,过快的墙速度依然可能导致悬垂表面质量不及预期。对于有明显悬垂结构的模型,当你不想启用支撑又希望悬垂面的打印质量较好时,我们通常建议采用较低的墙速度。然而,模型即使在同一层高度的不同部分也会有不同的悬垂度。为了在打印时间和打印质量之间取得平衡,有必要对悬垂区域进行检测,并以较慢的速度打印。QIDI Studio中引入了“悬垂降速”功能来控制不同悬垂部分的墙体速度。
启用“悬垂减速”时,墙体的挤压线将根据不同的悬垂度分为几组。具有不同突出度的线条将被映射到不同的打印速度。
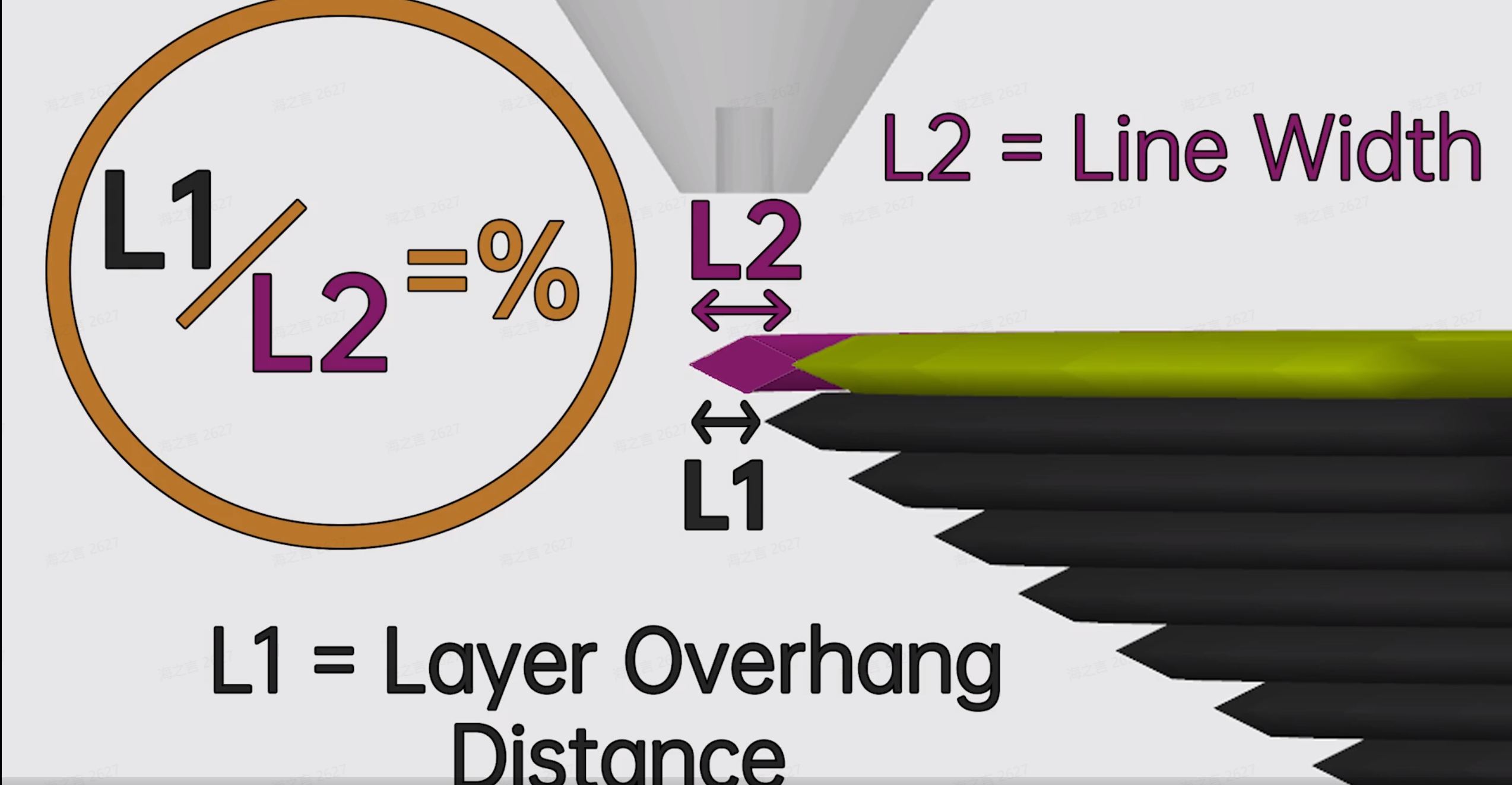
从微观的角度来看,悬垂度表示为灯丝的宽度不受下层支撑的百分比。下图(L2=线宽,L1=悬垂宽度)。
¶ 操作
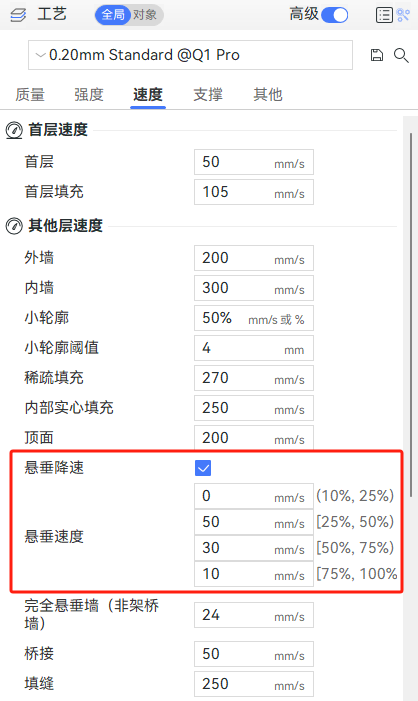
默认情况下,悬垂降速处于启用状态。
**注意:将速度设置为0mm/s表示不会降速。
¶ 例子
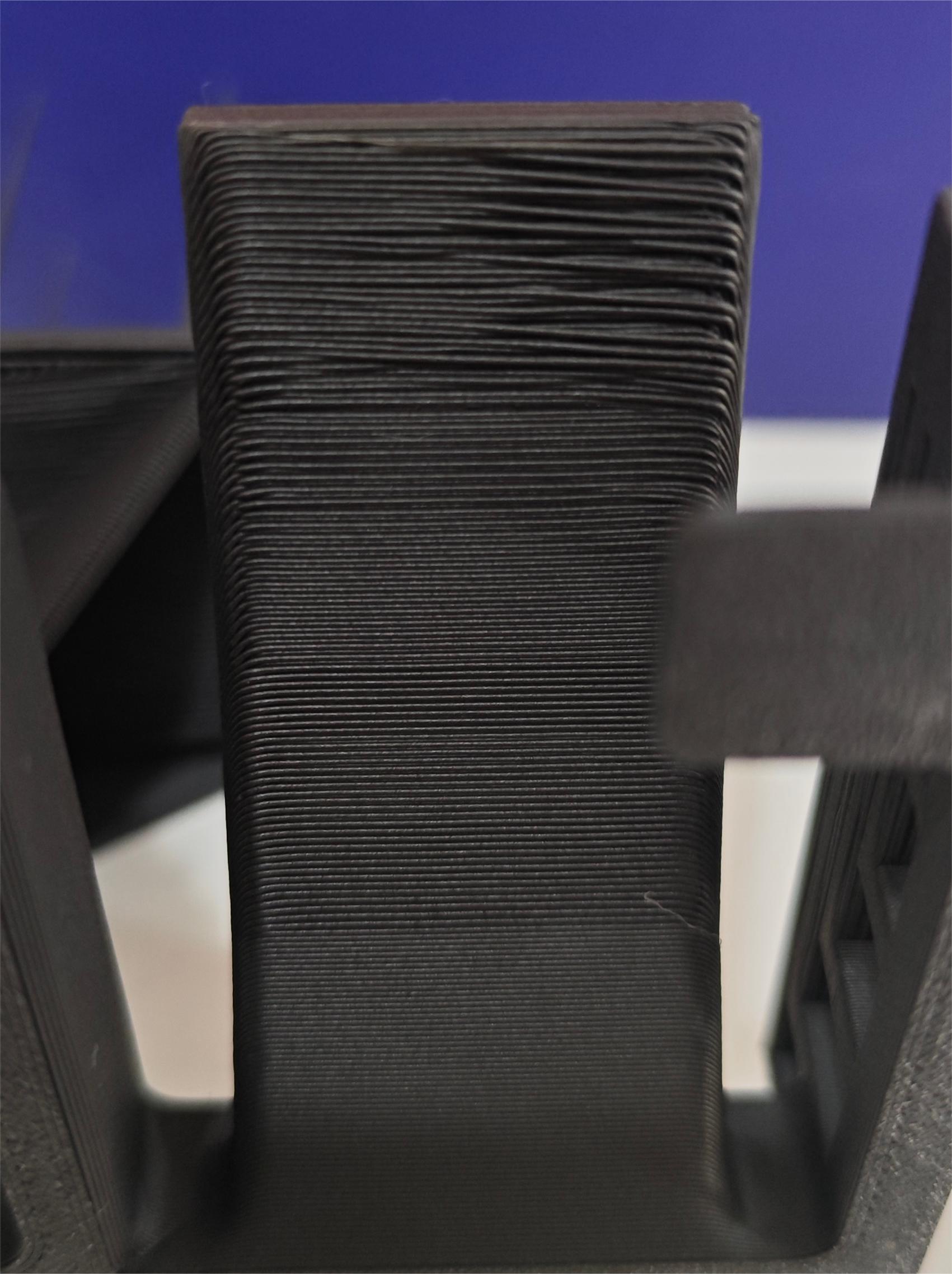
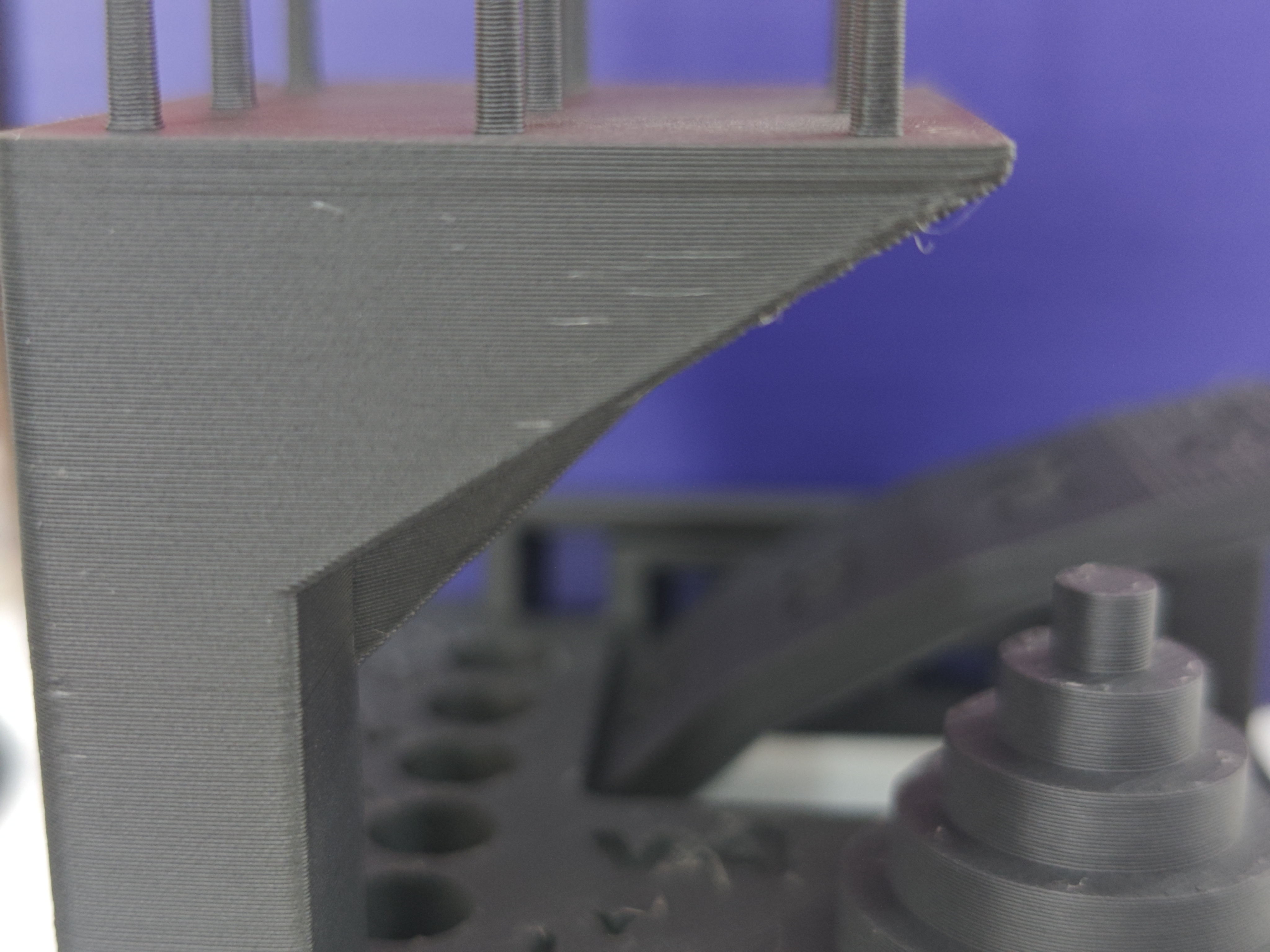
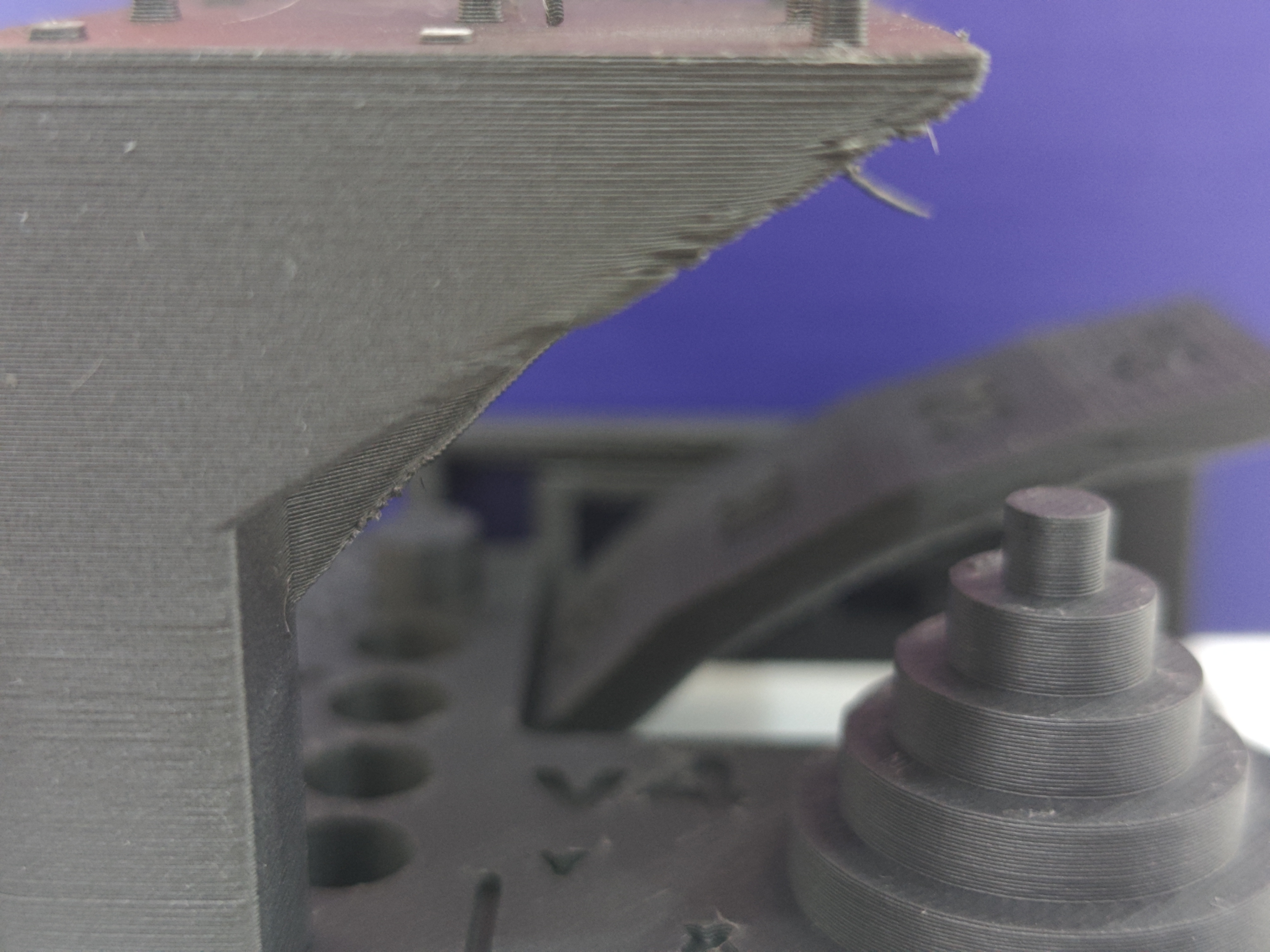
将同一个模型 打印两边。分别开启和关闭悬垂降速功能。
结果如下:
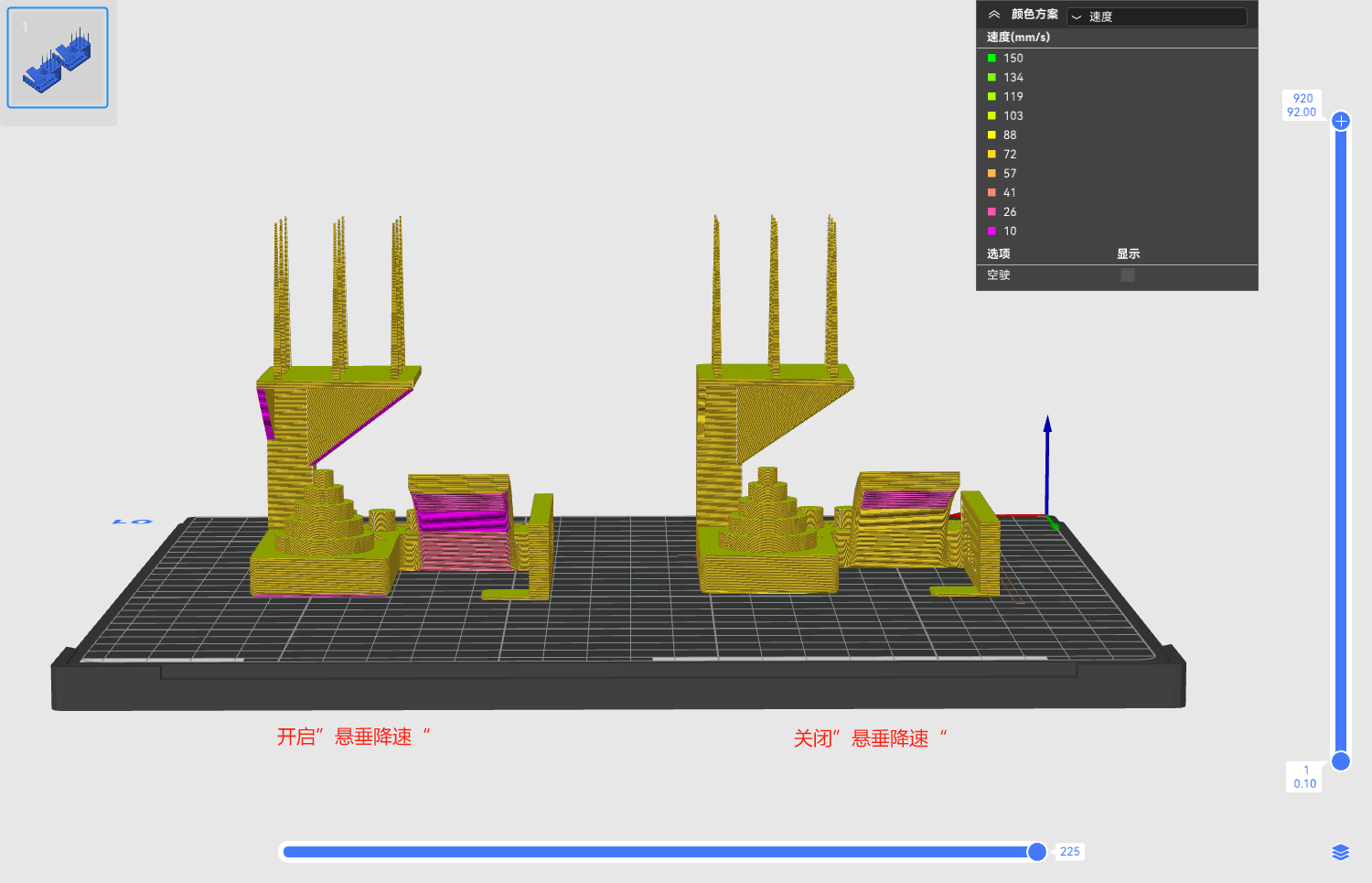
| 开启悬垂降速功能 | 开启悬垂降速功能 |
|

|
|
|
¶ 注意
悬垂度0%表示无悬垂,100%表示悬空墙(桥接)。所以请注意,10%不包括在(10%,25%)部分,100%也不包括在[75%,100%)部分。
所以在某些情况下,模型的倾斜表面的悬垂度可能达到100%从而无法成功启用悬垂降速,而是会采用桥接速度进行打印。这与模型本身、线宽设置等有关,需要具体分析。