模型翘边、脱落或倒塌一般是由模型局部收缩、与打印板的粘附力不足导致的。模型翘边后其表面会出现一条凸出的横纹,这是由于翘边区域与喷嘴的距离变小,导致打印时该层的挤出线被压扁而溢出。模型翘边还可能导致模型表面出现参差不齐,甚至打印失败的情况。
¶ 可能的原因与解决办法
1. 模型过于瘦高
当模型过于瘦高时,其重心较高,在打印过程中可能会出现晃动的情况,最终导致模型脱落或者倒塌。
- 手绘的方式给模型增加支撑;
- 降低打印速度和加速度;
- 改变模型的摆放方式,尽量减少模型的重心高度;
- 对模型进行切割。
2. 喷嘴撞到模型
-
当喷嘴的温度不足并且在高速打印时,喷嘴中的耗材熔融不充分导致挤出的耗材流动性较差,容易造成喷嘴刮蹭模型。在这种情况下建议适当提高喷嘴温度。
-
喷嘴或者模型局部粘了多余的料块也可能导致喷嘴在打印过程中与模型发生碰撞。在这种情况下建议暂停打印,将喷嘴清洁干净后重新使用较低的温度和速度恢复打印。
-
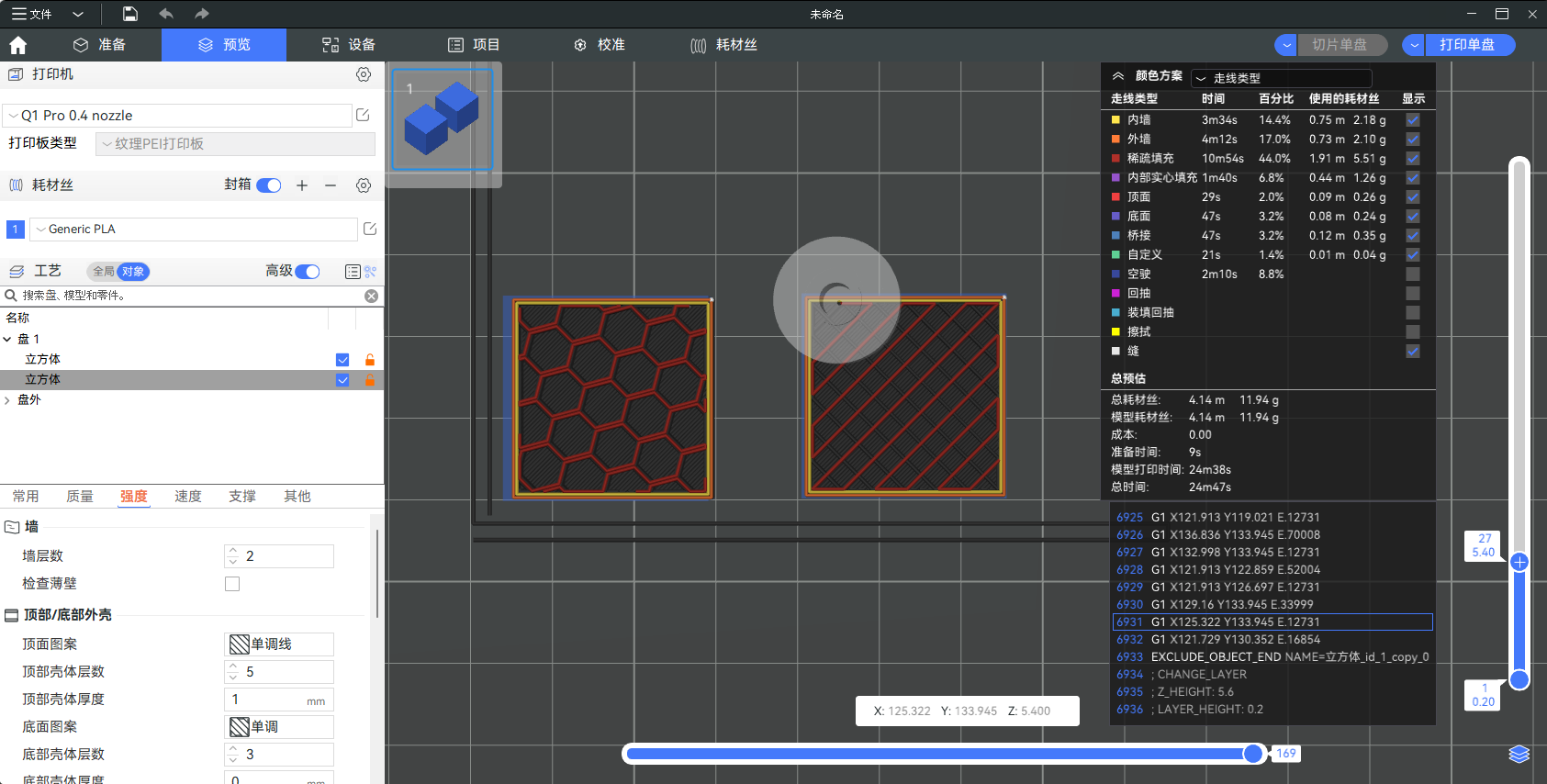
在单层内存在交叉走线的填充方法也会导致喷嘴在交叉点与模型发生刮蹭(如网格、三角形等填充图案)。当填充图案影响了模型的粘连效果,可以尝试减低填充的打印速度,或者将填充图案修改为单层内没有交叉点的线、直线等。

**3. 模型局部翘边通常是由于模型与热床的粘附力不足、模型冷却过快或模型局部收缩过大造成的。模型尺寸越大,越容易收缩,填充率越高越容易收缩;同时ANS、ASA、PC、POM、PP等耗材相较于PLA、PLA-CF、PETG等更容易翘曲。
-
热床温度偏低,导致模型与热床的粘附力不足。可以手动适当提高热床温度来解决。
-
腔温偏低,风扇转速过快导致模型冷却速度过快--可以适当提高热床温度,关闭打印机的仓门与顶盖,适当调整小风扇的转速。
-
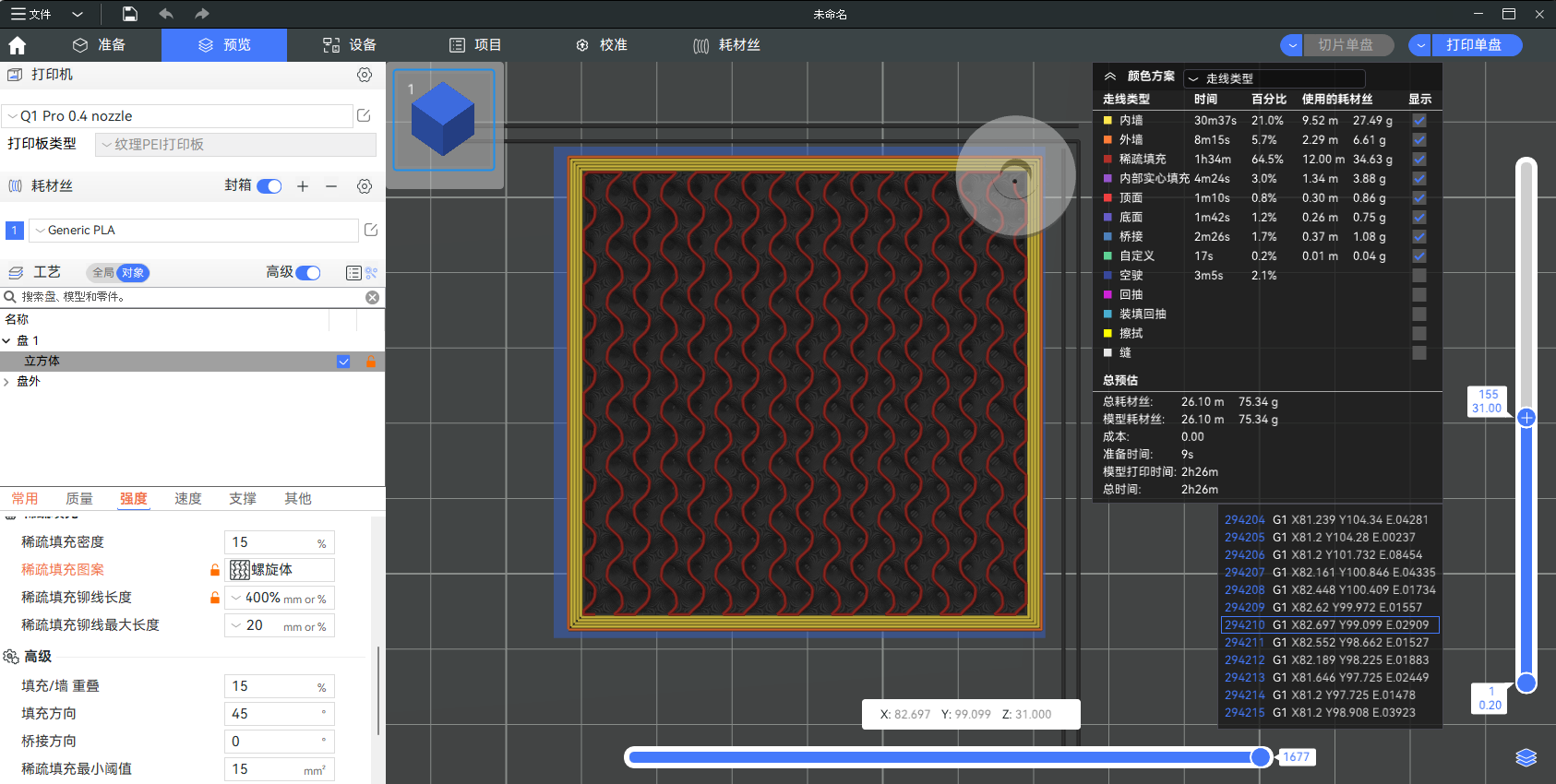
模型尺寸较大且填充率过高,可以适当降低填充率(默认值是15%)。此外,填充图案为直线的更容易收缩,可以把填充图案改成螺旋体来降低收缩风险。对于部分对强度要求比较高的结构件,可以将墙的层数设置为5,填充率设置为30%左右。对强度要求不高的模型可以直接选择默认的墙层数和填充率。
4. 模型与打印板的粘附力不足
-
打印使用的构建版和切片软件中选择的”打印板类型“不一致。同一种材料在不同的热床打印板使用不同的热床温度进行打印。如果打印板类型选错,则可能因为打印机的热床温度不足而导致粘附力不足。
-
首层调平不当。可以先清洁打印板和喷嘴,然后使用打印机的自动调平功能进行打印板调平,调平之后再进行打印。
-
打印板脏污或磨损--使用清水或洗涤剂对大阴棒进行清洗,若是打印板磨损严重,建议更换打印板。
-
Brim不足--手动绘制Brim。
-
未正确涂胶--在打印板表面均匀涂胶。
-
热床温度偏低--适当提高热床温度。