¶ Introduction
This article shows how to configure the parameters when you use PETG Tough as the support for PLA Rapido or reverse each other.
PLA and PETG flaments don't adhere very well with each other, so using this filament combination can help get better support interface results and make support removal easier.
- This article only applies to QIDI PLA Rapido and QIDI PETG Tough.Other brands filaments are not supported.
- Please use the parameters described in this article for printing. Otherwise, we cannot guarantee a good result and there is a high chance of failure.
¶ Drying
When using PLA and PETG as mutual supports, PETG's higher nozzle temperature increases stringing and oozing risks. Therefore,
- Dry both filaments before printing
- Maintain dryness throughout printing
- Refer to: Filament drying
¶ Keep drying
Filaments reabsorb moisture after drying. We recommend:
- Storing filaments in the QIDI Box or sealed containers
- Ensuring desiccant in the QIDI Box is effective
¶ Filament synopsis
Due to differing printing temperatures, correct filament presets are critical.
- Comparison sheet for using PLA Rapido for the model and PETG Tough as support:
| PLA Rapido (Same filament as the model) |
PETG Tough | |
|---|---|---|
| Nozzle temperature for model filament / °C |
210 | 250 |
| Heatbed temperature for model filament / °C |
60 smooth PEI, high temperature, or textured PEI plates. |
60 smooth PEI, high temperature, or textured PEI plates. |
| Cooling when printing with enclosed machine |
Open the door | Open the door |
| Pros | 1.Short print time.2.Applicable to more models.3.low drying and moisture-proof requirements. |
1.Cost-effective.2.Easy to remove support; support interface with high quality. |
| Cons | Hard to remove support; support interface with bad quality. |
1.Poor print quality for models with frequent travels and fine, sharp details; suitable only for certain models. 2.Must be dried before printing. |
- Comparison sheet for using PETG Tough for the model and PLA Rapido as support:
| PETG Tough (Same filament as the support) |
PLA Rapido | |
|---|---|---|
| Nozzle temperature for model filament / °C |
250 | 210 |
| Heatbed temperature for model filament / °C |
80 smooth PEI, high temperature, or textured PEI plates. |
60 smooth PEI, high temperature, or textured PEI plates. |
| Cooling when printing with enclosed machine |
Open the door | Open the door |
| Pros | 1.Short print time.2.Applicable to more models.3.low drying and moisture-proof requirements. |
1.Cost-effective.2.Easy to remove support; support interface with high quality. |
| Cons | Hard to remove support; support interface with bad quality. |
1.Poor print quality for models with frequent travels and fine, sharp details; suitable only for certain models. 2.Must be dried before printing. |
¶ Parameter configuration
In QIDI Studio, When you choose to using PLA Rapido and PETG Tough to support each other. The software will auto adjust parameters to get a better print quality.
When using a 0.2mm nozzle, increase line width as shown to prevent failure:
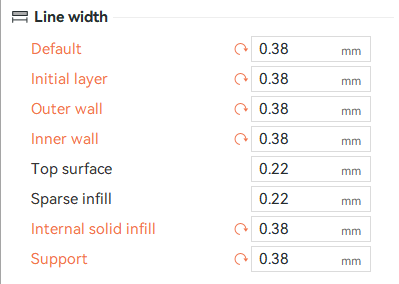
- Alternatively, use modifiers near support interfaces.
Normally,the auto adjust parameters are available to print.if it stil can't print a good quality as expected. You can adjust the filament printing temperature to improve the situation.
¶ Use PLA Rapido to support PETG Tough
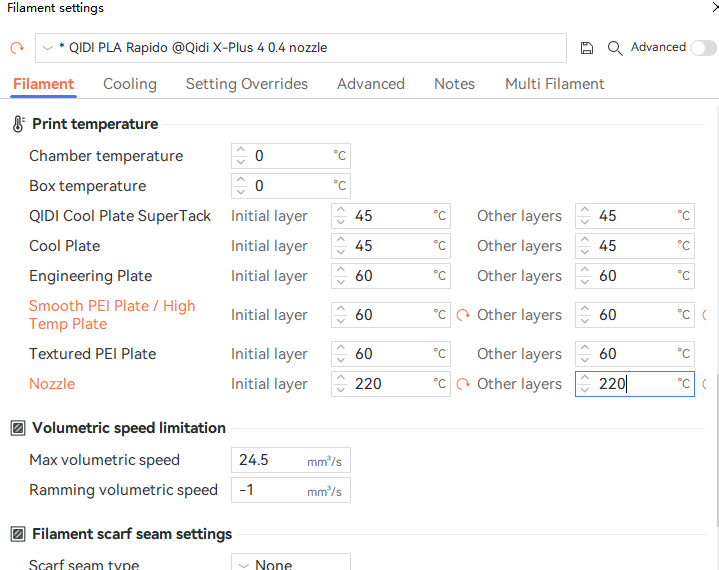
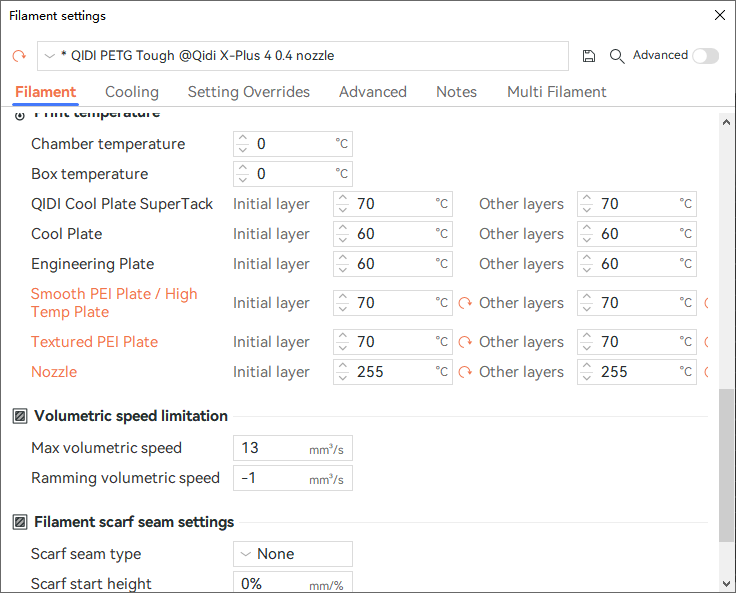
1. Filament settings page.
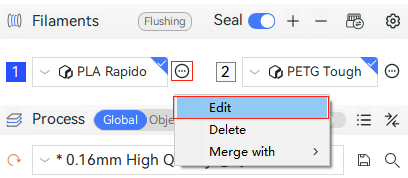
2. PLA Rapido(support):
- Nozzle: 220°C (all layers)
- Smooth PEI Plate/High Temp Plate: 60°C (all layers)
Keep all other parameters as default.
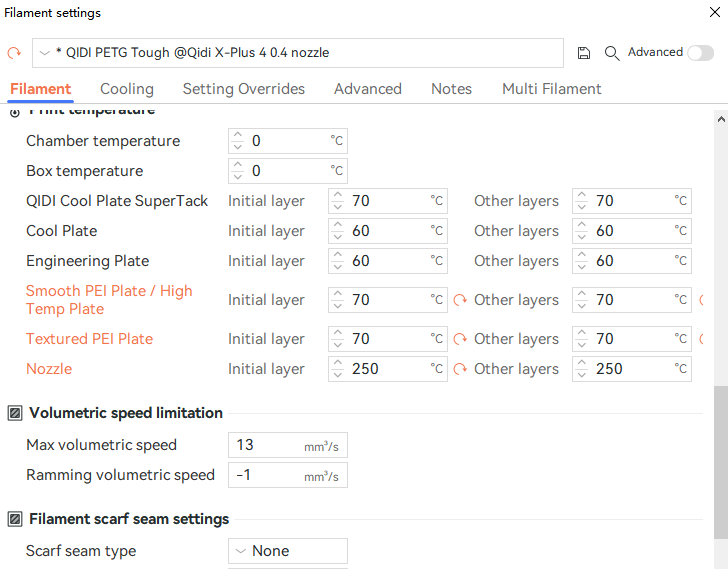
3. PETG Tough (model)
- Nozzle: 250°C (all layers)
- Smooth PEI Plate/High Temp Plate: 70°C (all layers)
Keep all other parameters as default.
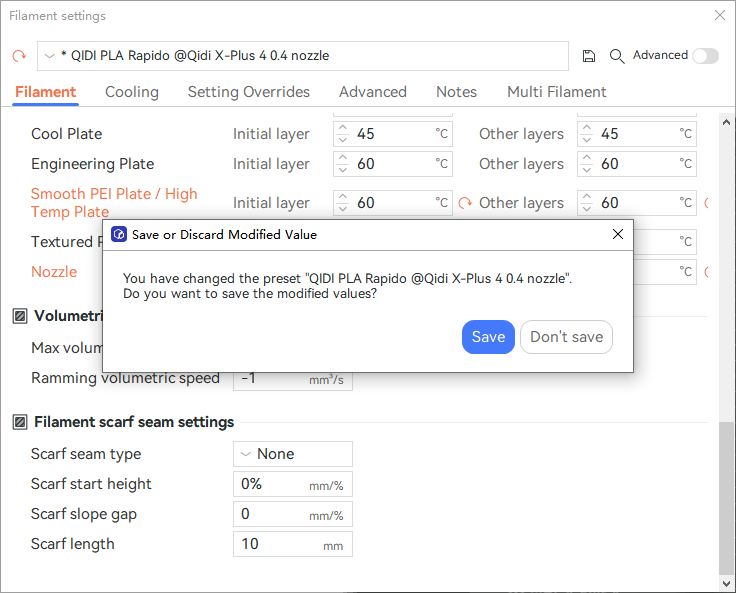
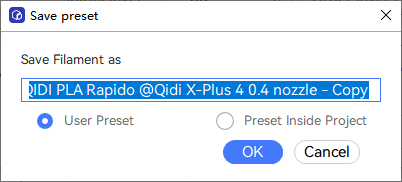
After modifying the parameters for PLA Rapido, when adjusting the parameters for PETG Tough, the following prompt will appear. You need to click Save Modified Value to save the parameters as a User Preset, then click OK. You don't need to configure them again and can directly use them next time.
And the same applies when saving the modified PETG Tough parameters as a preset for quick use next time.
¶ Use PETG Tough to support PLA Rapido
1. Filament settings page.
2. PLA Rapido (model):
Keep all PLA Rapido parameters as default.
3. PETG Tough(support)
- Nozzle: 250°C (all layers)
- Smooth PEI Plate/High Temp Plate: 70°C (all layers)
Keep all other parameters as default.
¶ Support base/interface
In QIDI Studio, there are 2 options when printing support with support filament:
- Use the support filament as both support/raft base and interface.
This is more suitable when you need a large amount of support, but the print time will be longer. - Use the model filament as support/raft base and support filament as support/raft interface.
This is more suitable for models that only need a small amount of easy-to-remove support.
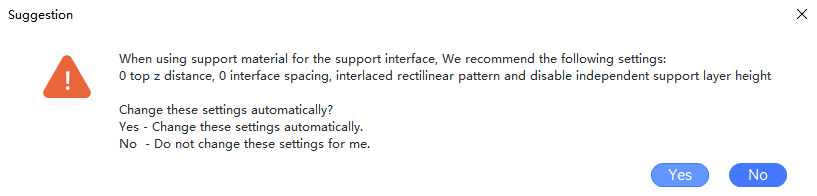
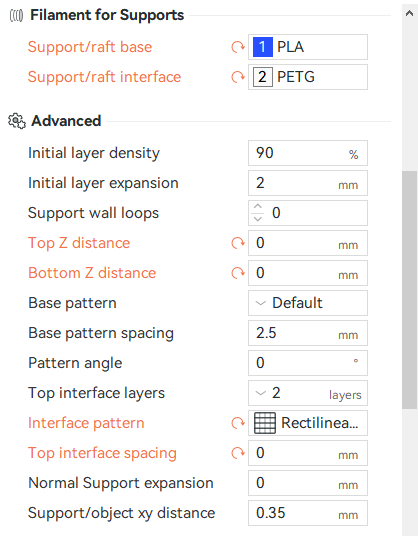
However use the support filament as both support base and interface will cause longer print time, and the support structure is easily to fall off the model surface.we recommend only use it as the support interface. Please see the picture below for what parameters to configure:
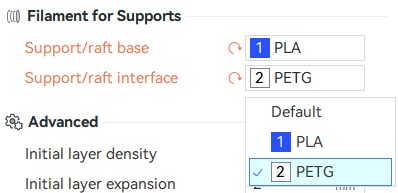
Use the filament both as support/raft base and the model material,use the another filament as support/raft interface.