¶ 层高
表示切片单层的高度或每层的厚度。层高是影响以下两者的主要因素:
- 打印时间
- 垂直分辨率
层高设置的值越大,模型的打印时间越短,但是表面的层纹会变得十分明显。如果层高的值设置的越小,那么模型的质量就越高,但是打印时间也会越长。
通常,我们不建议层高低于 0.10 毫米,因为 0.07 或 0.05 毫米层的打印质量改进相对较小,打印时间明显更长。
请记住,图层高度仅更改垂直分辨率。
层高应低于喷嘴直径的 70%(例如,0.4 mm 喷嘴的最大层高约为 0.28 mm)。层高不能高于喷嘴直径,如果尝试输入该值,QIDISlicer 将显示错误消息。
| 层高 : 0.1mm | 层高 : 0.2mm | 层高 : 0.3mm |
|
|
|
¶ 首层高度
默认的首层层高为0.2mm,如果您希望打印较厚的第一层以增加对打印床的附着力,您可以增加其值,但是尽量不要超过喷嘴尺寸的70%。
¶ 轮廓
模型的强度主要有轮廓的数量决定,如果您想要更强的打印效果,可以增加轮廓的数量。
| 轮廓 : 2 | 轮廓 : 4 | 轮廓 : 8 |
|

|
|
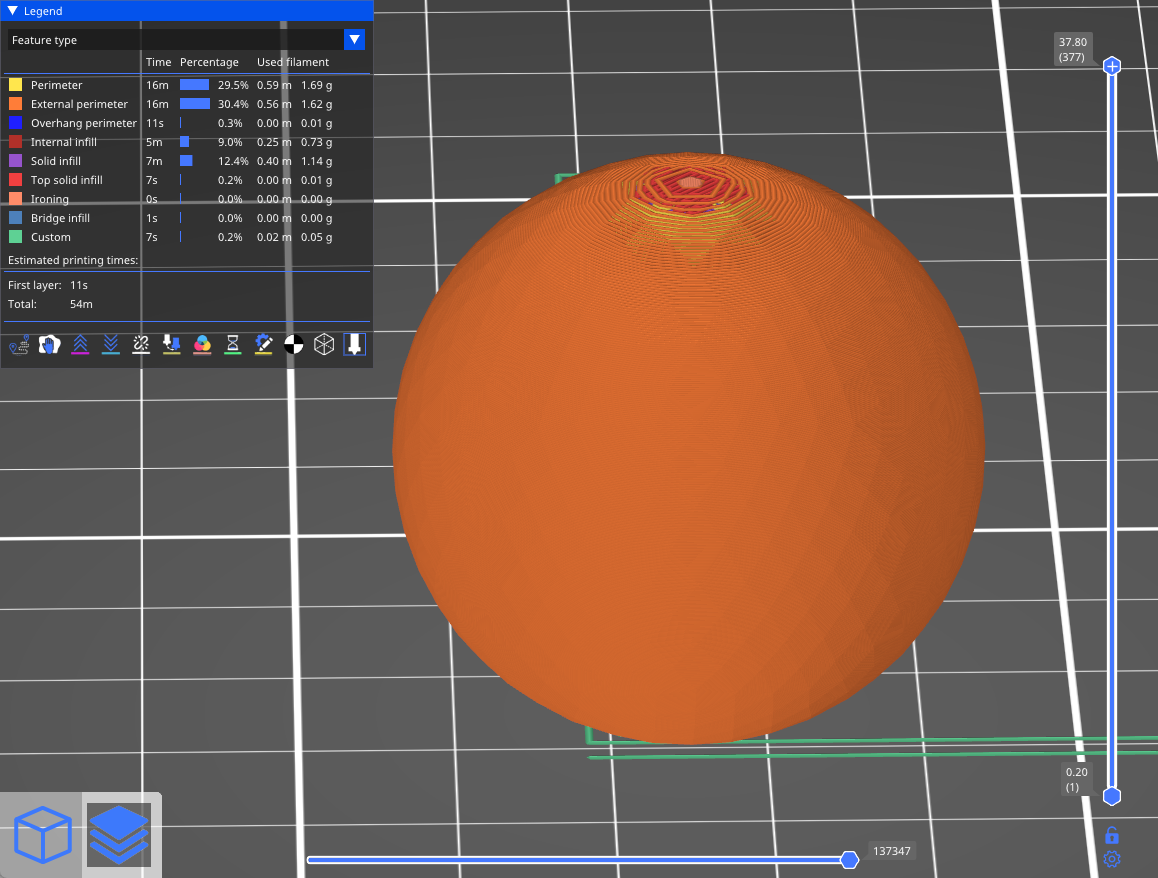
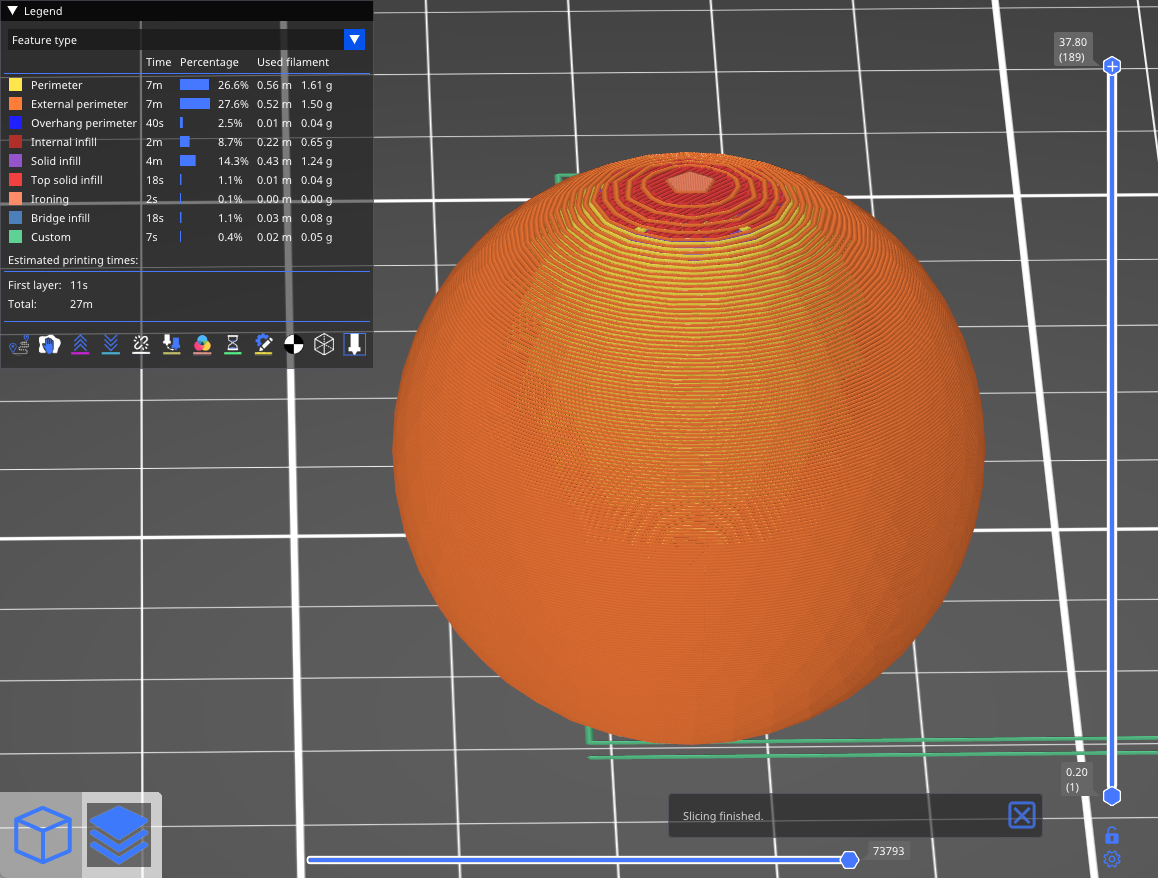
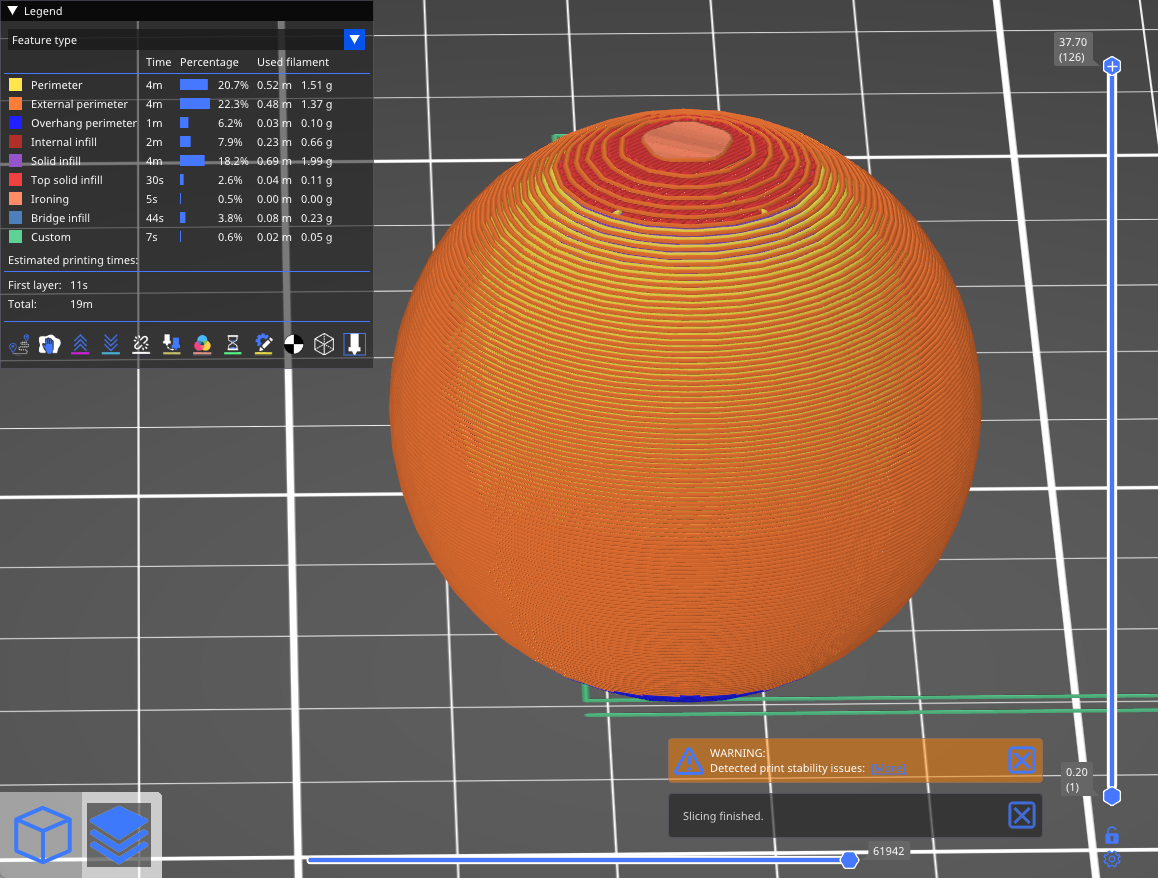
¶ 旋转花瓶
当打印任何带有单一轮廓的模型时,在打印机前进到下一层的地方总会有一个小缺陷。在这个位置,打印机停止,将Z高度提高到层高度,并开始一个新的圆周,在模型的侧面产生一个难看的“疤痕”。
当层数发生变化时,螺旋花瓶没有任何类似这样的点,除了底壳层外。
当花瓶模式被激活时,以下参数将被自动设置
- 一个轮廓
- 无顶部固定层
- 0%填充密度
- 无支撑材料
- 禁用检测薄壁
在花瓶模式下,一次只能打印一个对象。如果打印床上有多个对象,则无法连续打印它们。您可以通过启用顺序打印来绕过此限制。
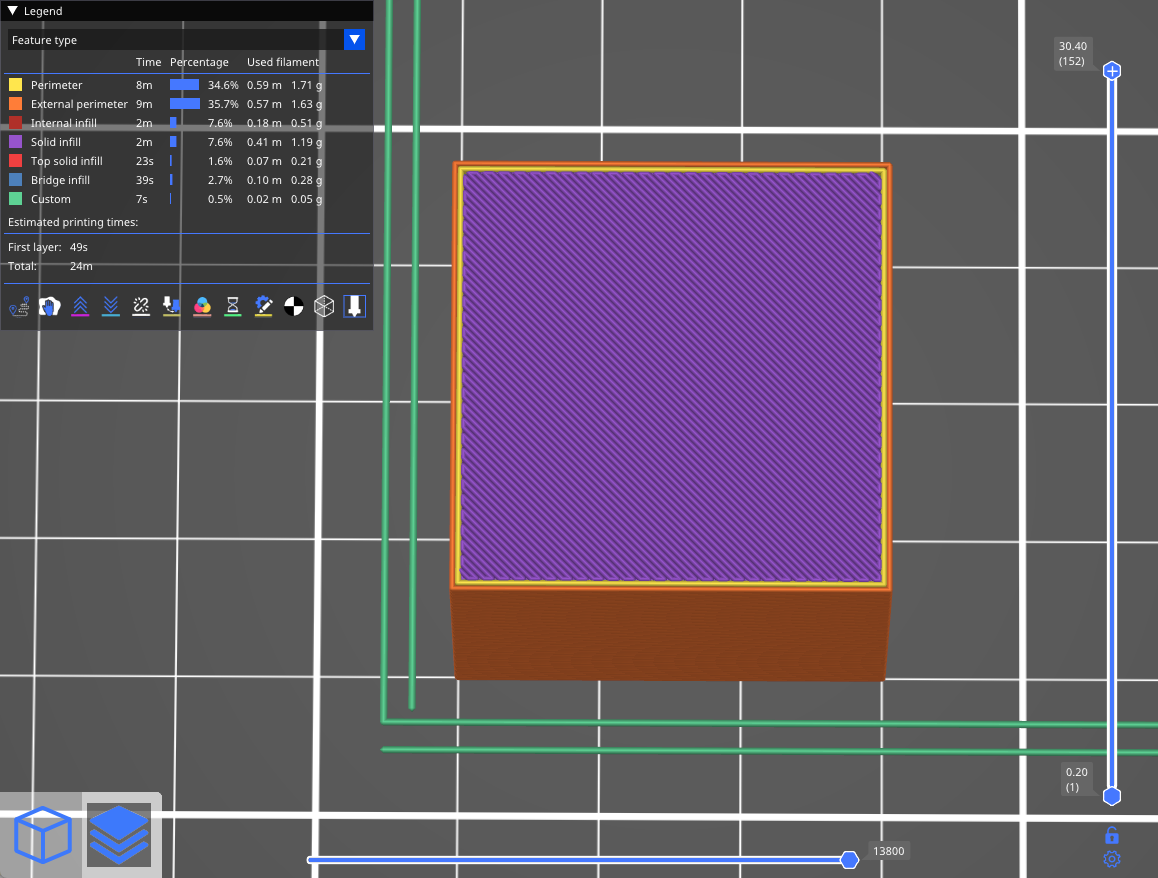
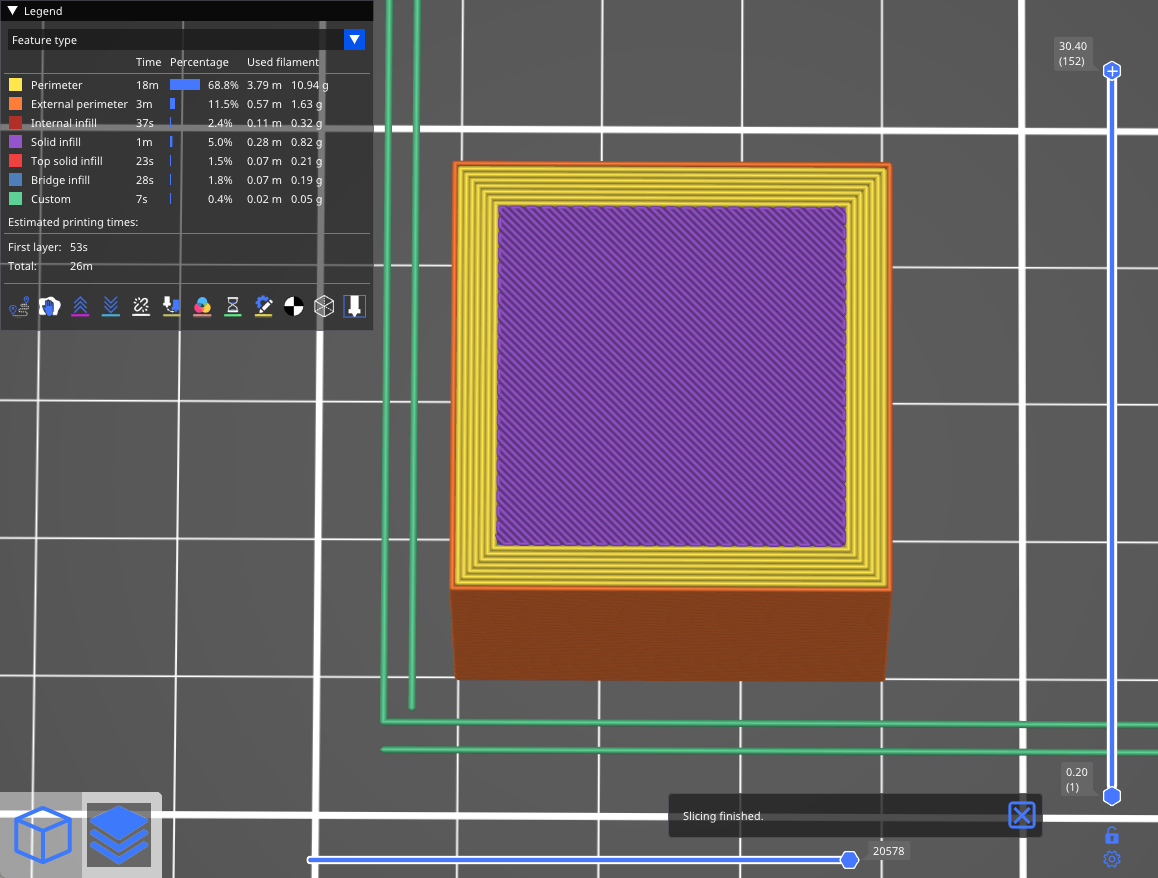
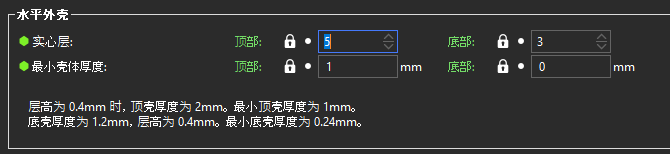
¶ 水平外壳
¶ 实心层
模型的底部和顶部通常填充有实心层(100% 填充)。
您可以设置要打印的顶层和底层数量。您还可以设置最小壁厚,这在使用可变层高功能时特别有用。这些设置下方的工具提示将随每次更改而更新,从而让您更好地了解最终的顶部/底部壁厚。
将顶部或底部实体图层设置为 0 将覆盖最小壁厚。因此,您不必将最小壁厚设置为 0 即可获得顶层或底层。
¶ 质量
¶ 如果需要,打印额外轮廓
如果需要避免倾斜墙壁上的间隙,可以添加更多轮廓。
¶ 避免跨过轮廓边界
优化喷头移动,减少与轮廓的的较差。它可以减少拉丝(尤其是对于 Bowden 挤出机)并提高整体打印质量。
如果绕行长度大于最大绕行长度,则避免跨过轮廓边界将不适用于此行程移动。您可以使用以毫米为单位的绝对值、行程移动的百分比,或将其设置为 0 以禁用 Max detour length (最大绕行长度检查)。
| ON | OFF |
|
|
¶ 检查薄壁
默认情况下,每面墙都由外部和内部周长组成(薄墙至少包含两个周长)。如果有足够的空间,则填充图案将填充这些内部/外部边界之间的空隙。
启用检测薄壁会生成一个单一的边界,该边界既可以作为内壳又可以作为外壳。这将有助于捕获微小的细节。但是,薄于单个周长拉伸宽度的墙可能仍会被忽略。
如果 Arachne 周长生成器处于活动状态,则此功能会自动禁用,因为它已经自动调整了薄壁。
¶ 厚桥
启用此功能后,在打印桥部分时,会打印线条和粗线段作为底部桥;如果关闭此功能,则打印的网桥的线段将使用当前层高。
| ON | OFF |
|
|
¶ 检测桥接边界
为悬垂启用桥接流并打开风扇。
¶ 高级
¶ 接缝位置
确定喷嘴在每层起点,从而确定对象侧面上可能可见的垂直接缝的位置。除非您在旋转花瓶模式下打印。
您可以在接缝位置找到更多信息和图片。
¶ 交错的内接缝
此功能导致内接缝根据其深度向后移动,形成锯齿形图案。这通过避免接缝对齐来创建更坚固的零件。
¶ 首先打印外部轮廓
轮廓将从最外层打印到最内层,而不是以相反的顺序打印。
此参数可能有助于提高尺寸精度,因为首先铺设外轮廓,并且在打印后续周长时挤出的任何额外细丝都会从外壁压回去。另一方面,表面的光滑度可能略低。
¶ 填充间隙
启用填充各个轮廓之间以及最内层轮廓与填充之间的间隙。
¶ 轮廓生成器
允许您在 Arachne(默认)和 Classic 周长生成器之间切换。Arachne 周长生成器可根据需要自动调整周长的挤出宽度。对于大多数模型,Arachne轮廓生成器更胜一筹,但对于一些凹角精度很重要的功能性模型,经典的周长生成器可能会更好。
有关更多信息,请参阅Arachne轮廓生成器。
¶ 单层轮廓
-
顶面单层轮廓
可选择:禁用、仅最上面的表面、所有顶面 -
第一层单层轮廓
开启此功能,主要作用是在打印顶面时,将轮廓设置为1,顶部填充图案更多的空间。