¶ 支撑样式
QIDISlicer 提供三种不同的支撑样式:
- 网格(Grid)
- 紧凑(Snug)
- 树状(Organic)
当打印完成后,根据模型的几何形状和所用材料,支撑结构通常可以用手轻松移除。如果有些部位难以到达,可以使用钳子更好地抓住。对于被卡住的支撑部分,可以使用手术刀或美工刀清洁地移除。
¶ 支撑模式
QIDISlicer 提供三种支撑模式:
-
任何地方
支撑可以从打印床和模型表面生长出来。这确保了所有悬空的部分和空中开始的部分都能得到支撑。不过,支撑开始的地方可能会出现一些小缺陷。
-
仅从打印面板支撑
仅在打印床上生成支撑。
-
仅从支撑生成器支撑
仅在标记为前置支撑的区域启用自动支撑生成。此模式实际上是启用打印设置 - 支撑材料 - 生成支撑材料,并禁用自动生成支撑的快捷方式。
¶ 单个模型的支撑开关
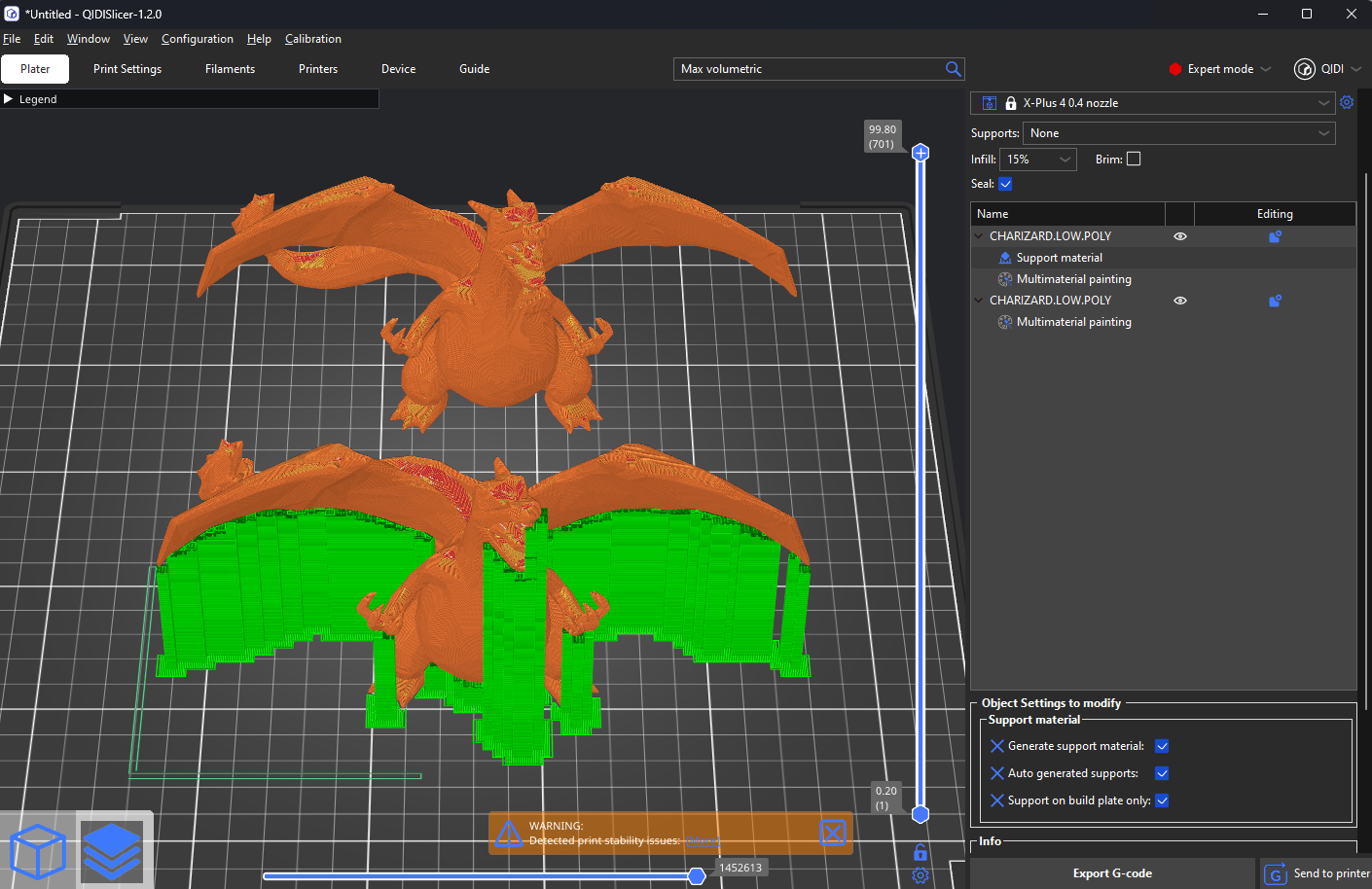
您可以同时打印多个对象,每个对象具有不同的支撑设置。默认情况下,所有模型都遵循全局设置。您可以通过右键单击3D 视图中的模型并选择支撑材料来覆盖这些设置。或者,您也可以右键单击对象列表中的编辑图标。
在右侧面板中将出现一个新窗口,称为修改对象设置 - 支撑材料。在这里进行的更改仅会影响选定的对象及其实例。如果您希望恢复全局设置,只需单击蓝色的叉号图标即可。
¶ 支撑强制器/屏蔽器
自动支撑有时可能会出现在难以到达的地方,导致支撑结构难以移除。如果您认为模型的某些部分可以在没有支撑的情况下打印,而悬垂阈值设置和仅支持打印床无法解决问题,您可以手动调整支撑。
右键单击模型并选择“支撑屏蔽器”或“支撑强制器”。
-
简单模式 - 强制器/屏蔽器始终是方形的。
-
正常模式 - 支持盒形、圆柱、球形和平板形。
-
专家模式 - 可以加载外部几何体作为屏蔽器/强制器。
支撑强制器和屏蔽器可以使用熟悉的移动、旋转和缩放工具进行操作。您还可以使用复制和粘贴快速复制它们。
¶ 支撑屏蔽器
当您对自动支撑满意时,屏蔽器可以帮助您移除某些支撑。将屏蔽器放置在支撑与模型接触的地方,下面的其余支撑结构将被自动删除。
¶ 支撑强制器
支撑强制器非常适合当只有模型的部分需要支撑时,而自动算法却在整个模型上放置了支撑。在这种情况下,别忘了将支撑模式切换为仅适用于支撑强制器。
虽然不常见,但您也可以在启用自动支撑生成的情况下使用支撑强制器。
支撑强制器的另一个有趣用途是通过在长桥的中间放置支撑来将长桥分成较小的部分。您可以重复此过程,打印较短的几乎完美的桥,同时确保支撑易于移除。
¶ 生成支撑材料
除非模型有覆盖此设置的选项,否则默认不生成支撑。
¶ 自动生成支撑
关闭时,自动悬垂检测被禁用,只有支撑强制器生成支撑。
¶ 悬垂阈值
悬垂阈值定义了可以打印的最大水平坡度(从水平面测量),超过该角度需要支撑材料(90° = 垂直)。
调整此值是快速控制生成支撑量的方法。值越小,生成的支撑越少。
| 悬垂阈值:15 | 悬垂阈值:30 | 悬垂阈值:50 |
|
|
|
¶ 强制生成前几层支撑
此设置将在底部指定的层数范围内生成支撑材料,无论是否启用了常规支撑材料,也不考虑角度阈值。这对于具有非常薄或在打印床上接触面积差的物体,帮助其更好地附着是非常有用的。
¶ 筏层
对象将被提升指定的层数,并在其下方生成支撑材料。打印完成后,您可以抓住筏层并将其从部件上剥离。
¶ 筏接触 Z 距离
筏层与物体之间的垂直距离。对于可溶接口,此设置将被忽略。
¶ 筏扩展
在 XY 平面上扩展筏层以提高稳定性。
¶ 支撑样式
支撑的样式和形状可以调整。默认的网格支撑具有非常明确的最小区域,提供很好的稳定性,但可能会在支撑墙壁的区域出现泄漏。紧凑 支撑保持悬垂部分的形状,因此不会泄漏到墙壁上,但可能导致高而细的支撑柱稳定性较差。
| 网格 | 紧凑 |
|
|
树状支撑提供了一种完全不同的方式来支撑悬垂区域。支撑结构从侧面生长,并自动在需要支撑的部分变得更密集。树状支撑容易移除,不会留下痕迹,打印速度快且成本低。有关详细信息,请参阅树状支撑。
¶ 顶部接触 Z 距离
此设置定义了物体与支撑材料接口之间的垂直距离。将其设置为 0 将防止使用桥接流量和速度打印物体的第一层。
通常,设置为 50%-75% 的层高效果较好。
¶ 底部接触 Z 距离
类似于顶部接触 Z 距离,但它影响支撑塔底部的间隙(当支撑从模型上方开始,而不是从打印床开始时)。
¶ 图案
-
直线填充
默认图案,通常最容易移除。 -
直线网格
比直线填充更坚固,不易在打印过程中断裂,但较难移除。 -
蜂窝填充
坚固,但移除较为困难。
¶ 支撑周围的外壳
在支撑周围创建一个单独的外壳,使其更坚固,但更难以移除。
¶ 图案间距
支撑材料线之间的间距。增加此间距可以使支撑更容易移除,但如果值过大,桥接层将开始下垂,导致与模型的连接不完美。
¶ 图案角度
在水平面上旋转填充图案的角度。
¶ 闭合半径
仅适用于紧凑支撑。小于闭合半径的间隙将被填充。
¶ 顶部接口层
接口层在物体和支撑材料之间形成更均匀的表面。通常,接口层的图案比非接口层更密集,以便在最大化支撑与模型接触的表面积的同时,减少打印时间和材料使用。
¶ 底部接口层
类似于顶部接口层,但影响支撑塔底部的接口层数量(当支撑从模型上方开始时,而不是从打印床开始时)。
¶ 接口图案间距
接口线之间的间距。设置为 0 将获得一个实心接口。
¶ 接口循环
启用时,支撑的顶部层会覆盖循环——连续的多段线。
¶ 仅支持打印床
支撑仅会从打印床开始生成。启用此选项是一种快速去除多余支撑,特别适用于有机形状的方法。请务必检查预览,确保所有部件都得到了支撑,或者具有打印机能够处理的悬垂角度。
¶ 模型与支撑之间的 XY 间距
设置模型与支撑之间的间隙。增大的 XY 间距会减少接触面积,使支撑更容易移除,并减少与模型粘连的可能性。
¶ 不支撑桥接部分
防止在桥接区域下方生成支撑材料。
¶ 与模型层同步
确保支撑与模型在相同的层高度上打印。这在使用多材料打印机时特别有用,因为换挤出机的成本较高
此选项仅在使用可溶支撑(接触 Z 距离设置为 0)时可启用。