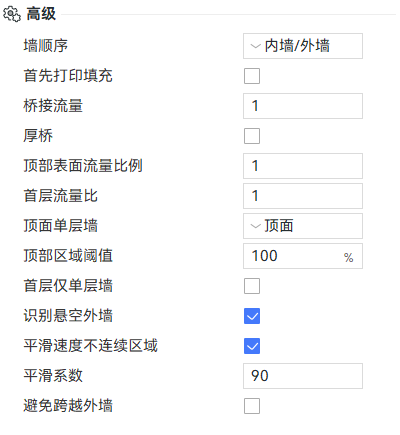
在QIDI Studio中,您可以通过工艺--质量--高级对质量相关的参数进行一些高级设置。(其中部分参数需要在偏好中开启开发者模式之后才会显示)。
¶ 墙顺序
该参数分为三个选项:内墙/外墙、外墙/内墙、内墙/外墙/内墙。可以通过设置该参数调整模型墙的打印顺序。

¶ 内墙/外墙
从内到外打印,首先打印内墙,最后打印外墙。该顺序为默认的打印顺序。
若模型有悬垂部分,使用内墙/外墙的打印效果会更好。因为在打印悬垂部分时,外墙一侧有先打印完的内墙可以给予悬垂部分吸附,确保悬垂部分的粘附,减少悬垂部分翘曲或者坍塌。

如果采用外墙/内墙或者内墙/外墙/内墙顺序去打印,则外墙线两侧均为悬空状态,缺少吸附力,导致悬垂质量变差。
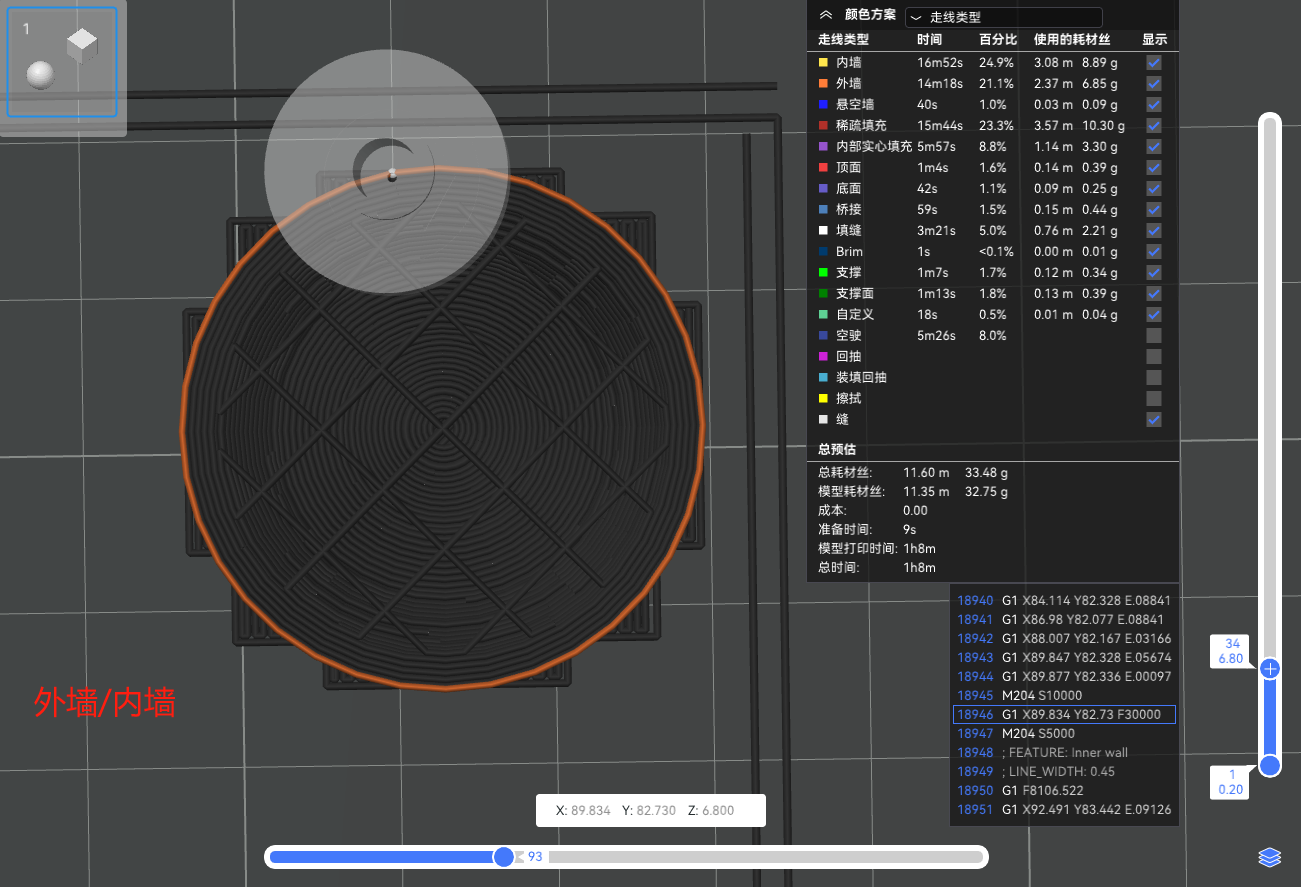

¶ 外墙/内墙
打印顺序由外之内,先打印模型的外墙,然后向内依次打印其余的内墙。
使用“外墙/内墙”的打印顺序,模型表面的接缝可能会相对比较明显,不过由于外墙先打印,能够先冷却凝固,可以减弱内部线条挤压或收缩给表面带来的瑕疵、层纹。
¶ 内墙/外墙/内墙
先从最里面的内墙开始打起,由内向外,打印完倒数第二个内墙后,再开始打印外墙。最后再打印和外墙相邻的内墙。
使用该打印顺序打印模型,外墙和其他先打印完的内墙中间留出一层的部分,减弱了内墙收缩的影响,而且其他打印完的内墙已经先冷却凝固,能够最大程度避免内部加压或者收缩影响到外墙从而影响模型的外观。

¶ 首先打印填充
勾选此选项将开启首先打印填充部分的功能。开启后,打印模型时将先打印填充部分,再打印内外墙。
这里的填充指的是:所有水平方向的壳体,包括稀疏填充/内部实心填充/顶部/地面/桥接。
¶ 桥接流量与厚桥
详情参考:桥接
¶ 顶部表面流量比例
在原有的流量比例基础上,乘上参数设置的系数,作为顶部表面的流量比例。这个系数会影响顶部实心填充的材料用量。
¶ 首层流量比
在原有的流量比例基础上,乘上参数设置的系数作为顶部表面的流量比例。这个系数影响着首层的材料用量。
¶ 顶面单层墙
开启此选项后,所有顶面始终只有一层墙。
选项为默认开启,顶面单层墙能够使顶部表面的效果变得更好,尤其是针对顶部平滑的模型。
如果不勾选,那么顶面的强层数与强度-墙中设置的墙层数一致。
该选项可以作用顶面与最顶面。顶面指的是模型的所有顶面,最顶面指的是对象最高的那个顶面。

¶ 顶部区域阈值
开启顶面单层墙后可配置此参数。这个参数影响形成顶面单层墙区域的面积阈值。如果顶面的一部分被更上层给覆盖了(例如球形顶部),那么当该层顶面的宽度小于这个阈值时,它不会被认为是顶层。
这个设置可以用于避免在狭窄顶面(通常非最顶面)触发顶面单层墙。这个值代表着线宽的百分比。放大这个值之后,比较小的顶面区域会被筛掉,仍然按照设置的墙层数来生成。但是,此选项对最顶面不生效。
调整该参数可以使得打印一些带有弧形或者坡度表面模型时表面过渡更加平滑,具体作用效果如下图所示。

| 默认定于区域阈值:100% | 放大顶部区域阈值:500% |

|
|
¶ 识别悬空外墙
可以检测出墙的悬垂度,并且应用不同的速度进行打印。100%悬空的悬空墙将使用桥接速度。具体可以参考:悬垂降速。
如果关闭此选项,内外墙将会使用速度设置中的内外墙速度进行打印。
¶ 平滑速度不连续区域
悬垂和非悬垂区域的速度变化通常比较大,启用该选项能够让速度过渡的稍微平滑一些,提高冷却效果。该选项为默认开启状态。
¶ 平滑系数
用于控制平滑过渡路径的长度,该值越小,速度过渡的区域越长,速度过渡更加平滑。
适当调整平滑系数可以使得悬垂区域的打印质量更好,建议在1~200范围内进行调整。
¶ 避免跨越外墙
启用这个选项,可以尽可能得在喷头空驶的时候避免跨越外墙,减少在单个对象的单层打印中跨越外墙时漏料形成拉丝的现象。

避免跨越外墙-最大绕行长度:当绕行距离大于当前设定的值时,此次空驶不饶行。
绕行距离可表达为绝对值,或者相对直线空驶长度的百分比(输入50即50mm,输入50%则代表百分比)。该数字代表的是绕行相对于普通空驶增加的长度,如果超过了这个阈值就直接放弃绕行,仍然按照原始路径进行直线空驶。
最大绕行长度默认为0,代表不限制绕行长度,执行所有的绕行操作。空驶绕行的路径将沿着该层的轮廓,不过只有当起点和终点都在墙内或者墙外,才会进行绕行。
具体效果如下所示: