¶ 接缝
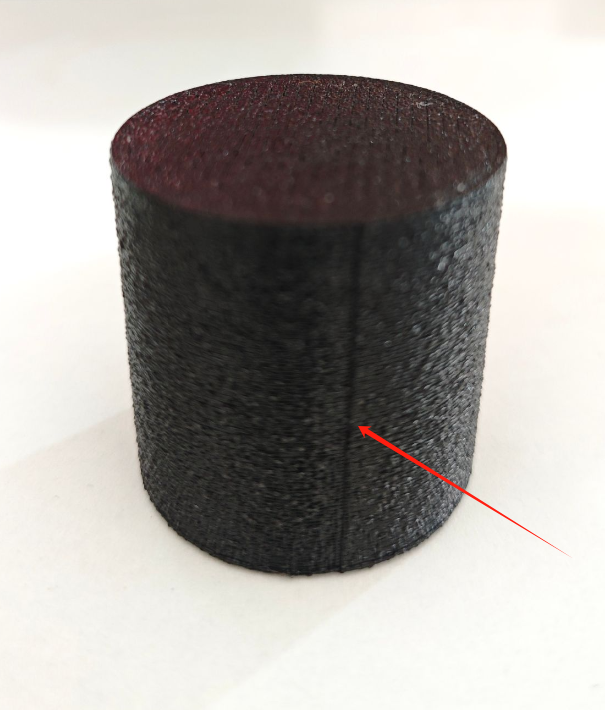
接缝是在打印过程中每条打印路径开始和结束的连接处形成的间隙。在FDM 3D打印中,接缝是不可避免的,尤其是在具有曲面的模型上,模型表面上的接缝痕迹可能会非常明显。
¶ 介绍
¶ 自动接缝位置
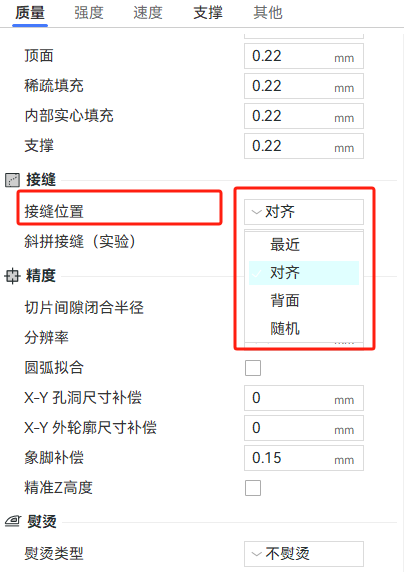
为了获得更好的打印质量,您可以在印刷机预设中设置接缝位置。
有四种类型的接缝位置可供选择:
- 最近
- 对其
- 背面
- 随机
¶ 最近位置
“最近”的接缝位置首先按以下优先级查找所有可能的候选位置:凹非悬垂顶点>凸非悬垂顶点>非悬垂顶点>悬垂顶点。
即会优先选择凹凸非悬垂顶点例如模型中的尖角位置,这些顶点能将接缝位置隐藏得更好。
但是,如果当前图层没有的任何折中点可用,那么软件会从其他候选非悬垂折点中进行选择,使其最接近上一个打印路径的末端。因此,此选项优化了打印头的行进路径,最大程度地减少耗材穿线的影响。
¶ 对其
用于查找候选层的接缝放置逻辑与“最近”相同,但它将选择最接近上一层起点的接缝放置逻辑。这将确保接缝在整个对象中基本对齐。
¶ 背面
接缝将设置在模型后面。
¶ 随机
随机接缝会在每一层上选择不同的位置来放置接缝,使接缝看起来不如“对齐”或“背面”均匀和明显。但是,它会导致模型表面出现许多小白点。
¶ 手工接缝
有时自动接缝位置可能不理想,您可以通过手动涂装方法自定义接缝位置。
模型来自:Charizard LOW-POLY
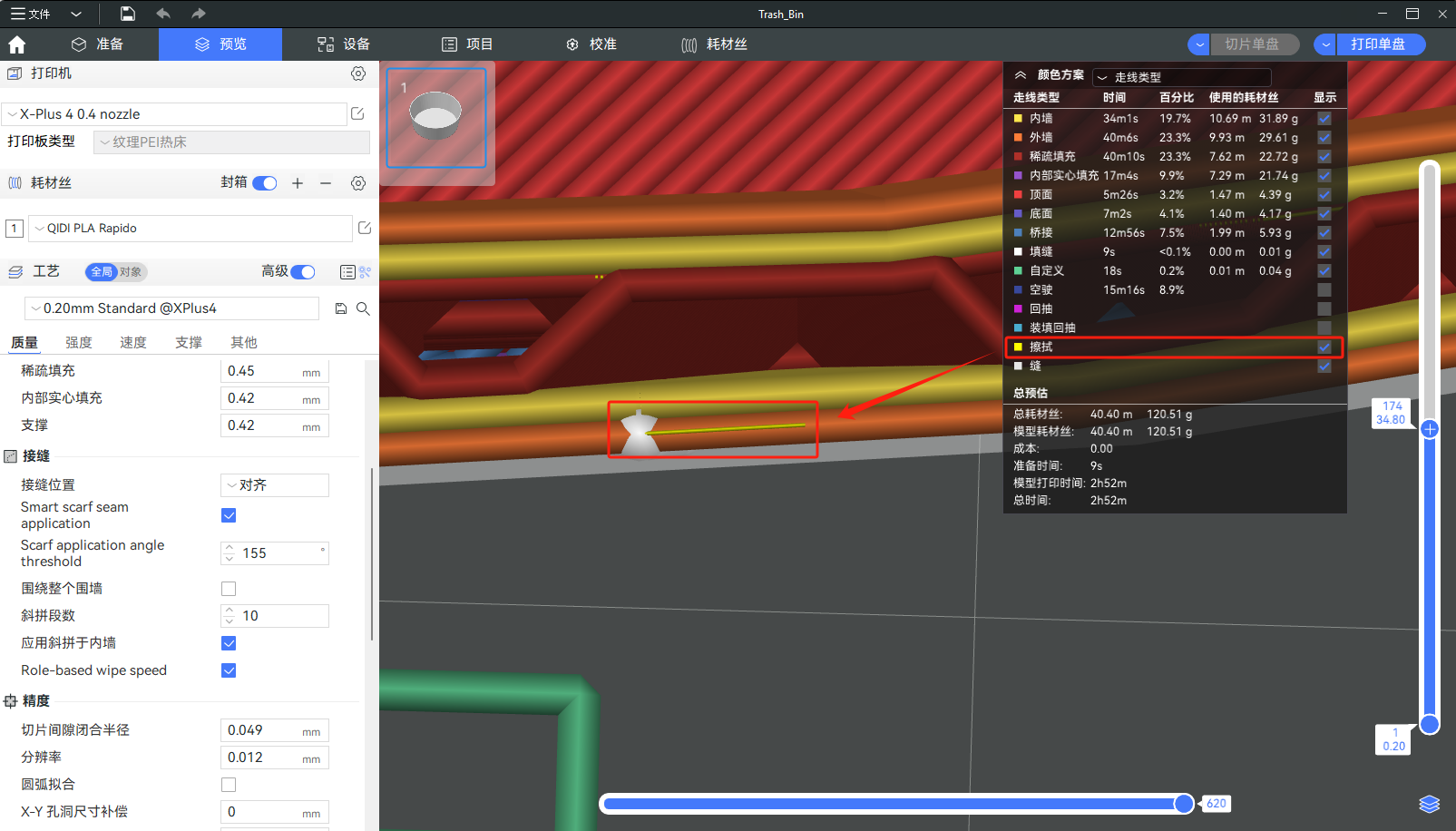
¶ 擦拭速度
在空驶回抽的时候,通常会进行一段擦拭来对喷嘴进行清洁(参考回抽设置。擦拭的速度是可以进行调整的,该值以百分比的形式表示,根据空驶速度的百分比进行计算。
例如,擦拭速度设置为80%,则表示擦拭速度=空驶速度*80%。
¶ 自动擦拭速度
勾选“自动擦拭速度”后,擦拭速度由当前走线类型的打印速度决定。
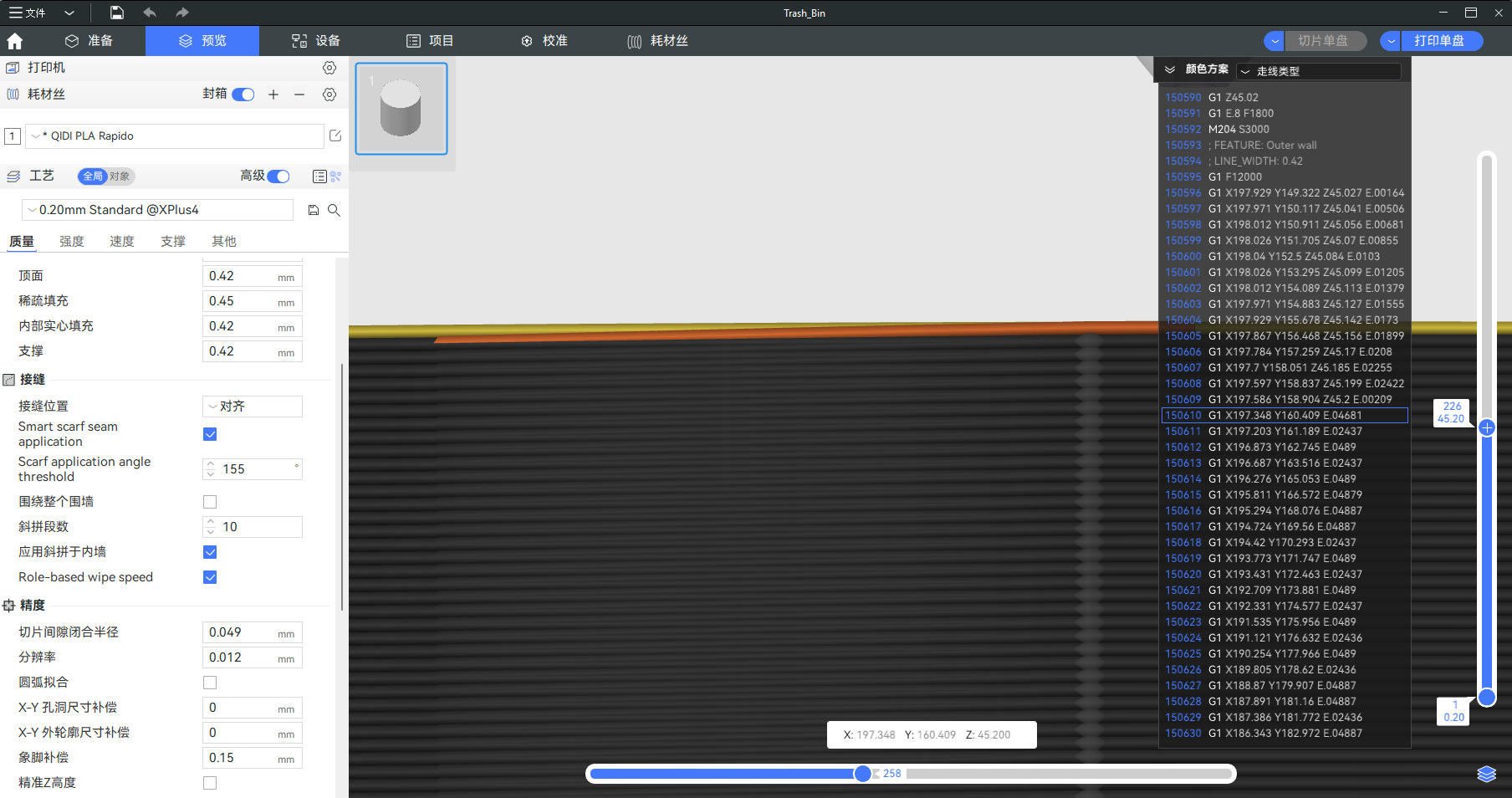
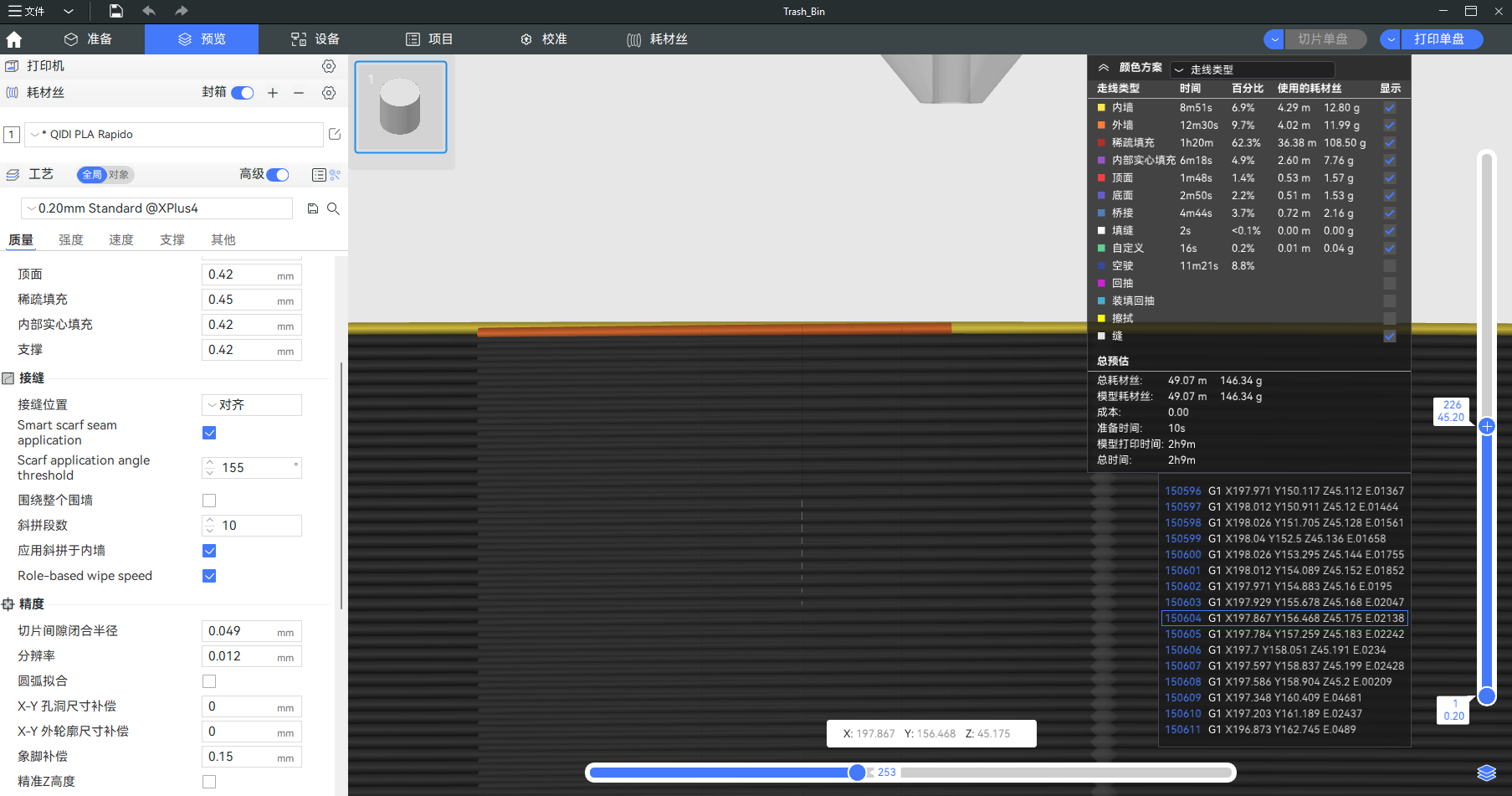
¶ 斜拼接缝
斜拼接缝改变了接缝处的走线方式,使得接缝处像围巾一样重叠走线,通过分段的流量控制和擦嘴速度控制,改善铆接来弱化接缝。
大部分情况下,它可以减弱接缝的明显程度,减弱打印件起始部分的凸起。
如下图所示,通过控制接缝起始点的喷嘴高度和挤出量,让接缝的起始点和结束点的位置结合得更加严密。
¶ 斜拼参数设置
可以在耗材丝设置中针对不同耗材设置是否启用斜拼接缝。
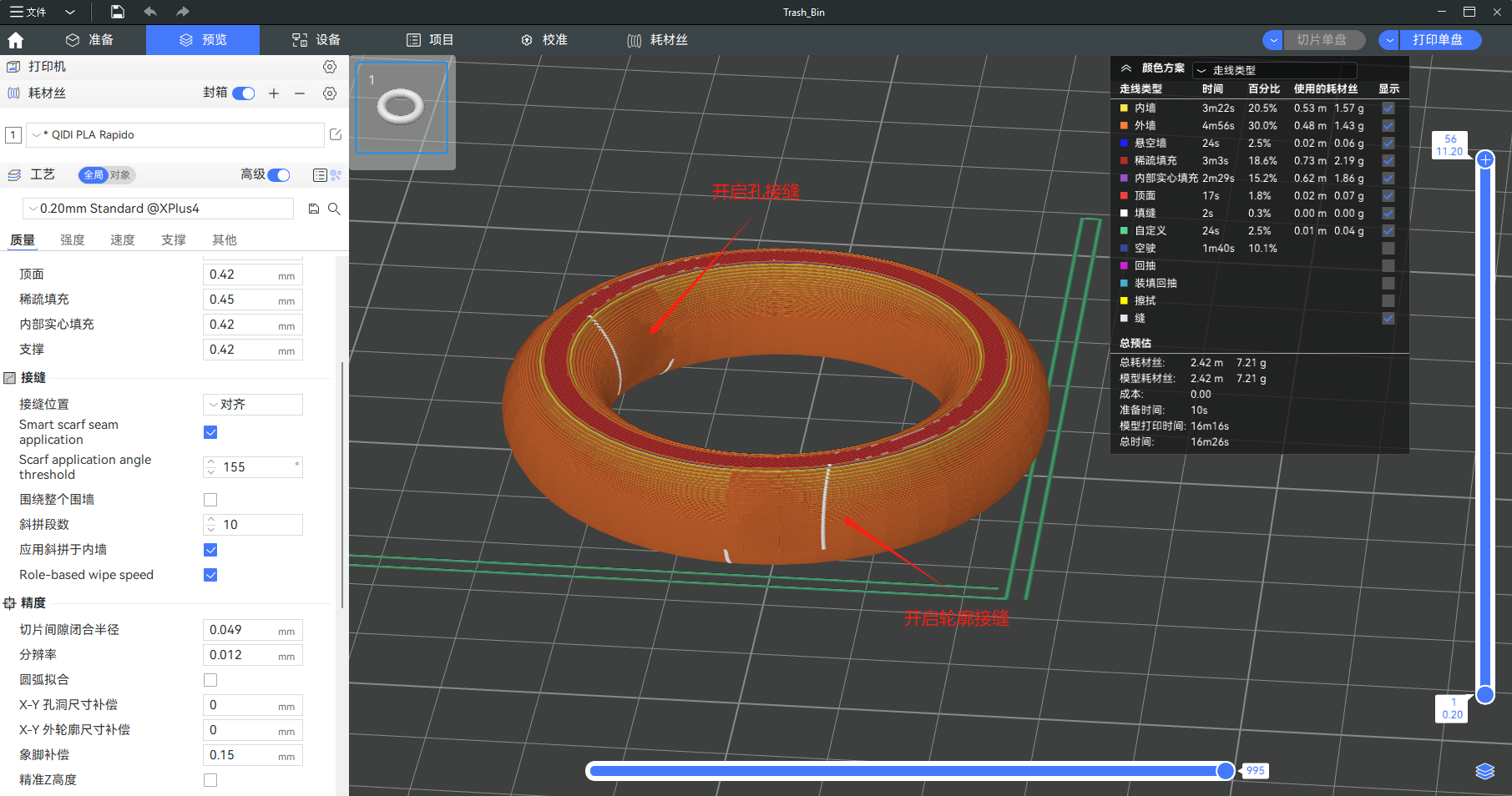
¶ 斜拼接缝类型
斜拼接缝类型一共有以下三种:无、轮廓、轮廓和孔。
默认状态为无,表示斜拼接缝为关闭。
轮廓和孔的定义可以参考:XY孔/轮廓补偿
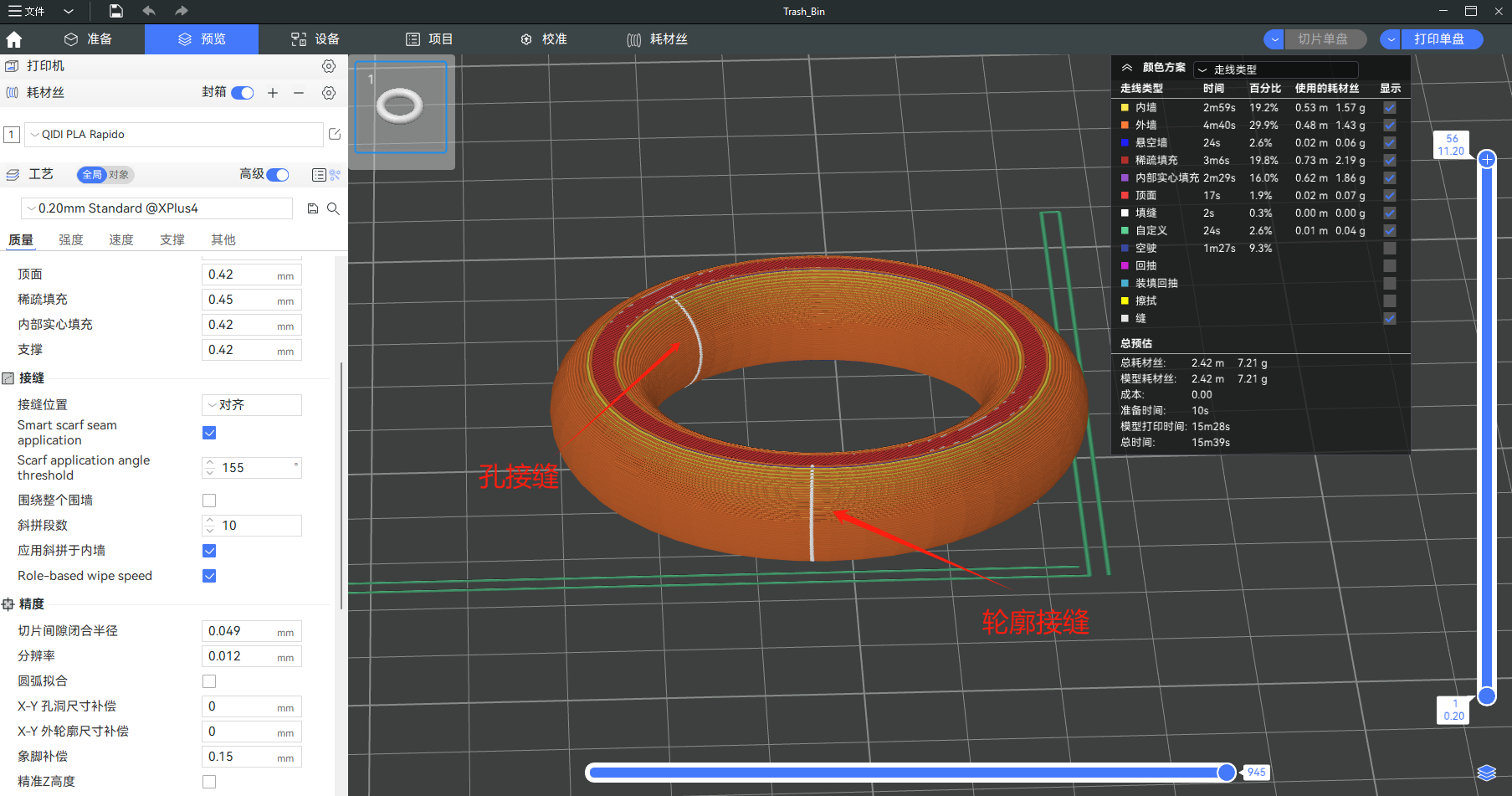
-
未开启斜拼接缝
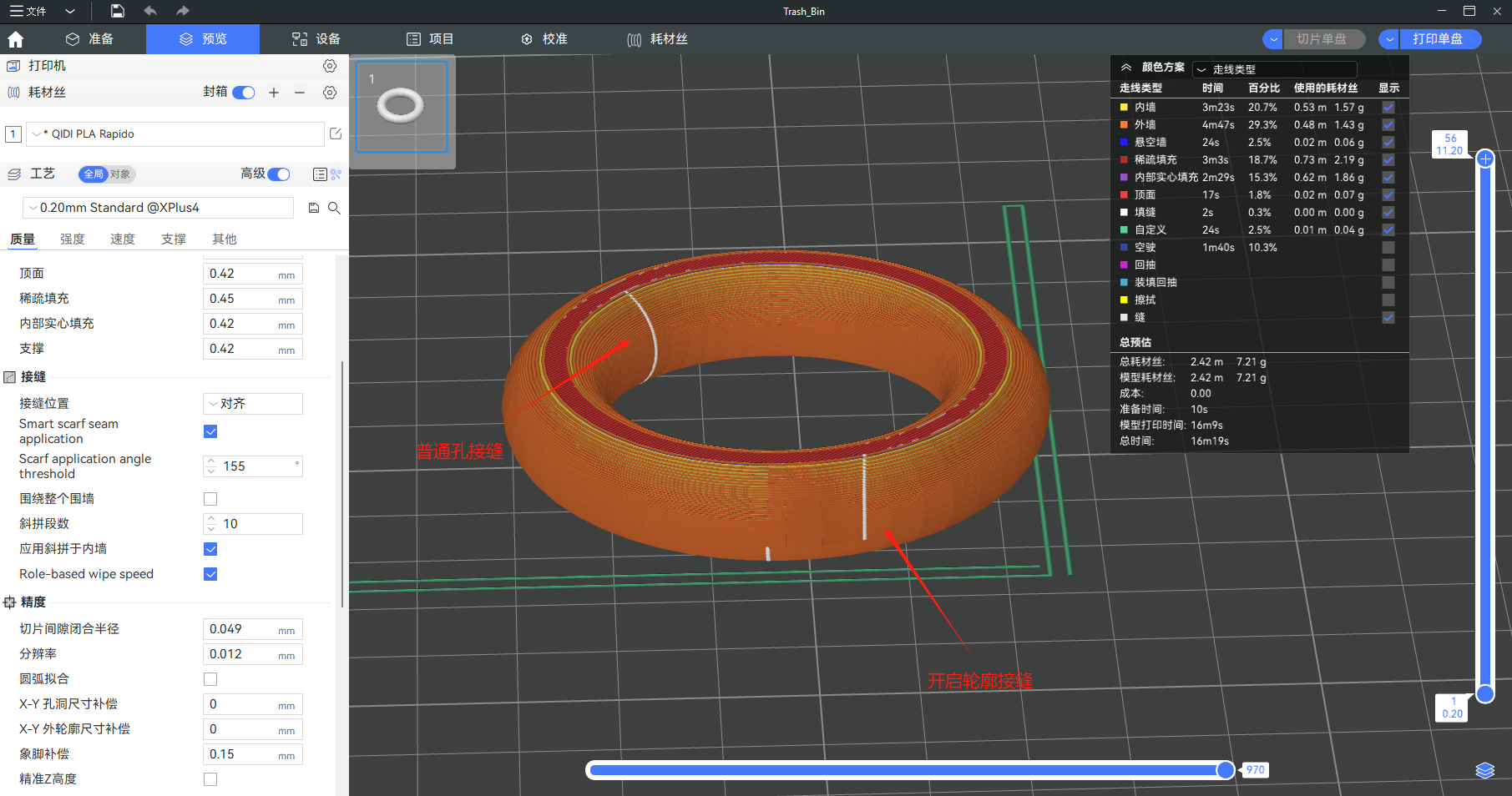
-
开启轮廓斜拼接缝
-
开启孔和轮廓斜拼接缝
¶ 斜拼接缝起始高度
斜拼接缝的起始高度指的是开始打印时的z高度。这个数值可以用毫米或当前层高的百分比表示。如10%则表示斜拼接缝的其实高度未当前层高的10%。如果设置为100%,则就变成了普通接缝。
-
高度为10%
-
高度为50%
-
高度为100%
¶ 斜拼接缝间隔
启用斜拼接缝间隔之后,内墙会被裁剪去一部分来容纳多余的材料。
斜拼接缝间隔的单位是百分比,使用特定系数乘以喷嘴直径的百分比来计算接缝间隔。
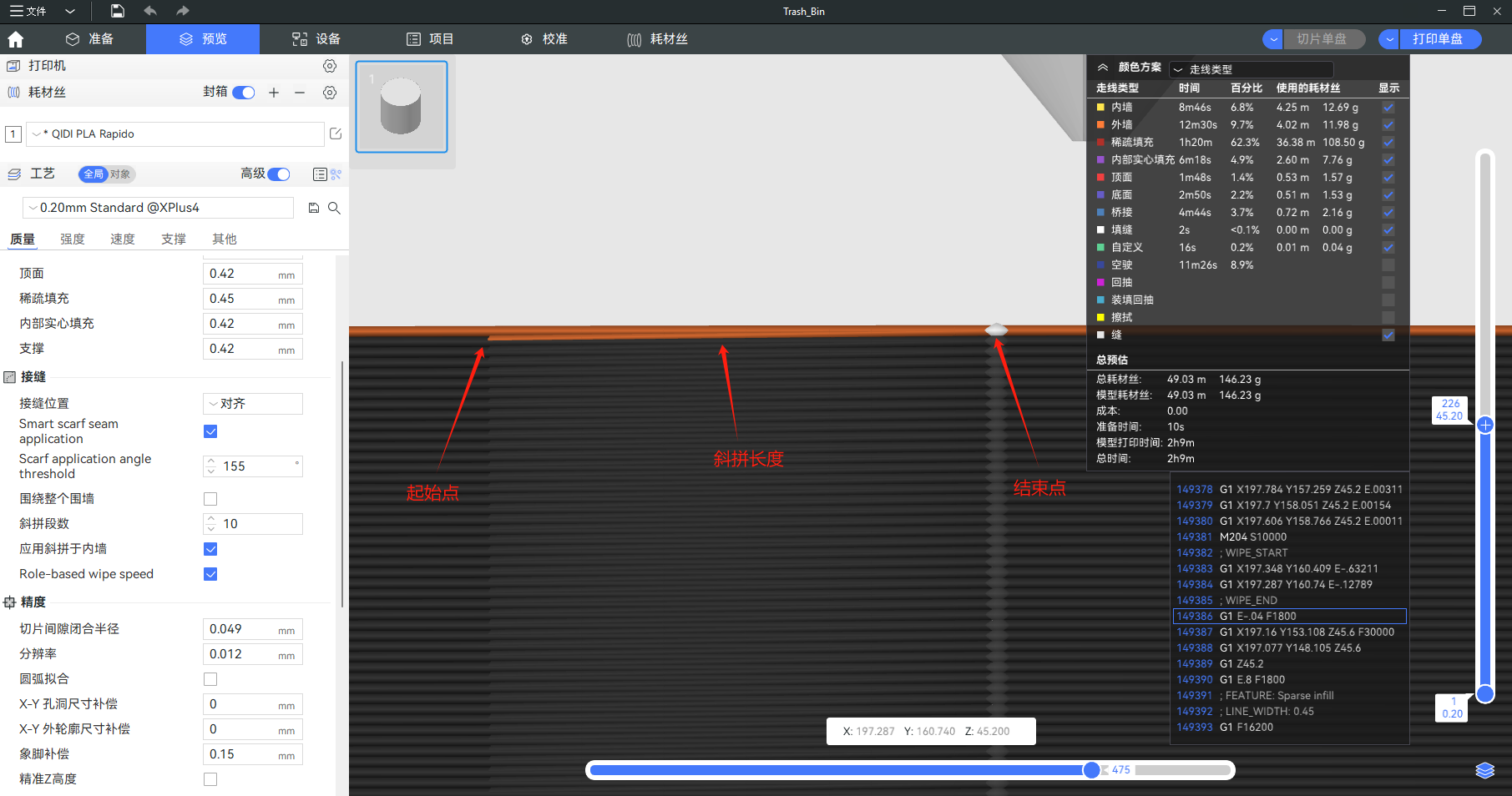
¶ 斜拼接缝长度
当斜拼长度为0时,该功能将被关闭。若启用了“围绕整个围墙”,该参数设置的数值也将不起作用。
¶ 智能斜拼接缝应用
QIDI Studio具备智能选择接缝功能,根据模型的特点来选择是否应用斜拼接缝。当接缝位置的悬垂过大时,当接缝位置角度较小可以隐藏接缝时,均会选择不应用斜拼接缝。
当墙壁没有合适的锐角以至于传统接缝无法有效隐藏的时候使用斜拼接缝。关闭此选项所有区域都应用斜拼接缝。
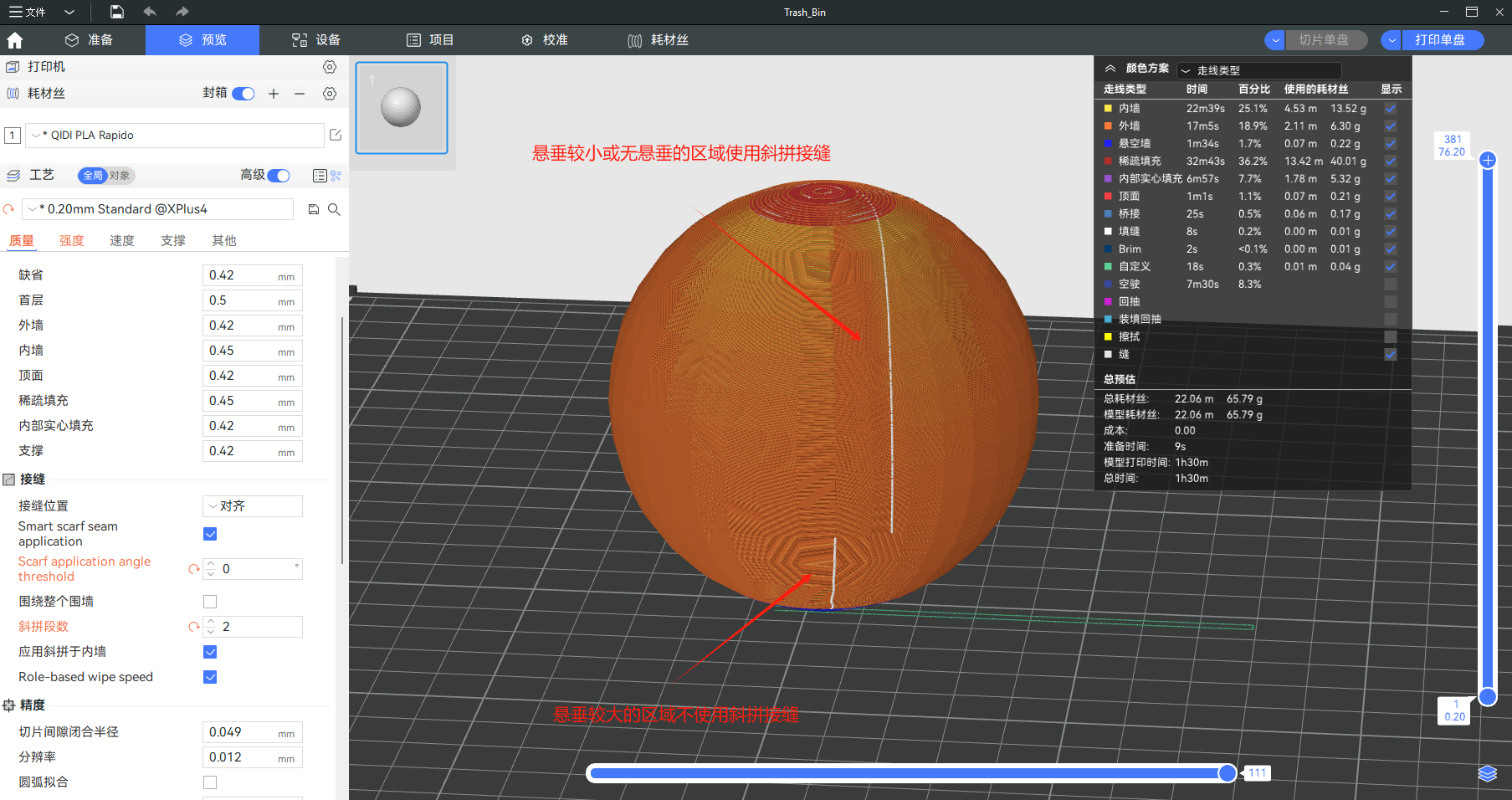
¶ 悬垂区域自适应使用斜拼接缝
因为斜拼接缝的挤出流量较小,在悬垂区域可能会出现难以正常粘接的问题。为了保证外观的正常打印,智能斜拼接缝会在悬垂较小或者无悬垂区域使用斜拼接缝,悬垂较大的区域则使用普通接缝。
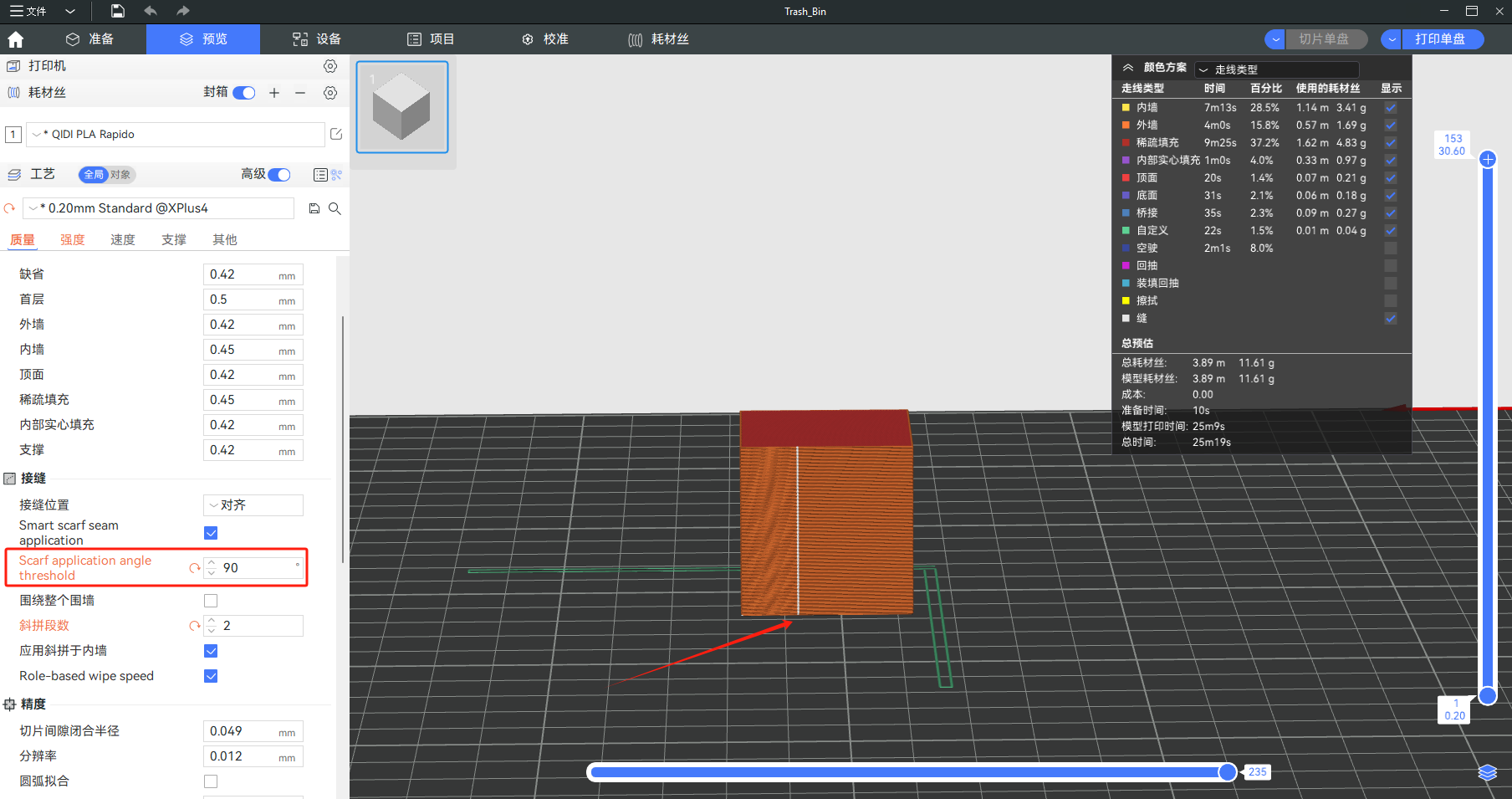
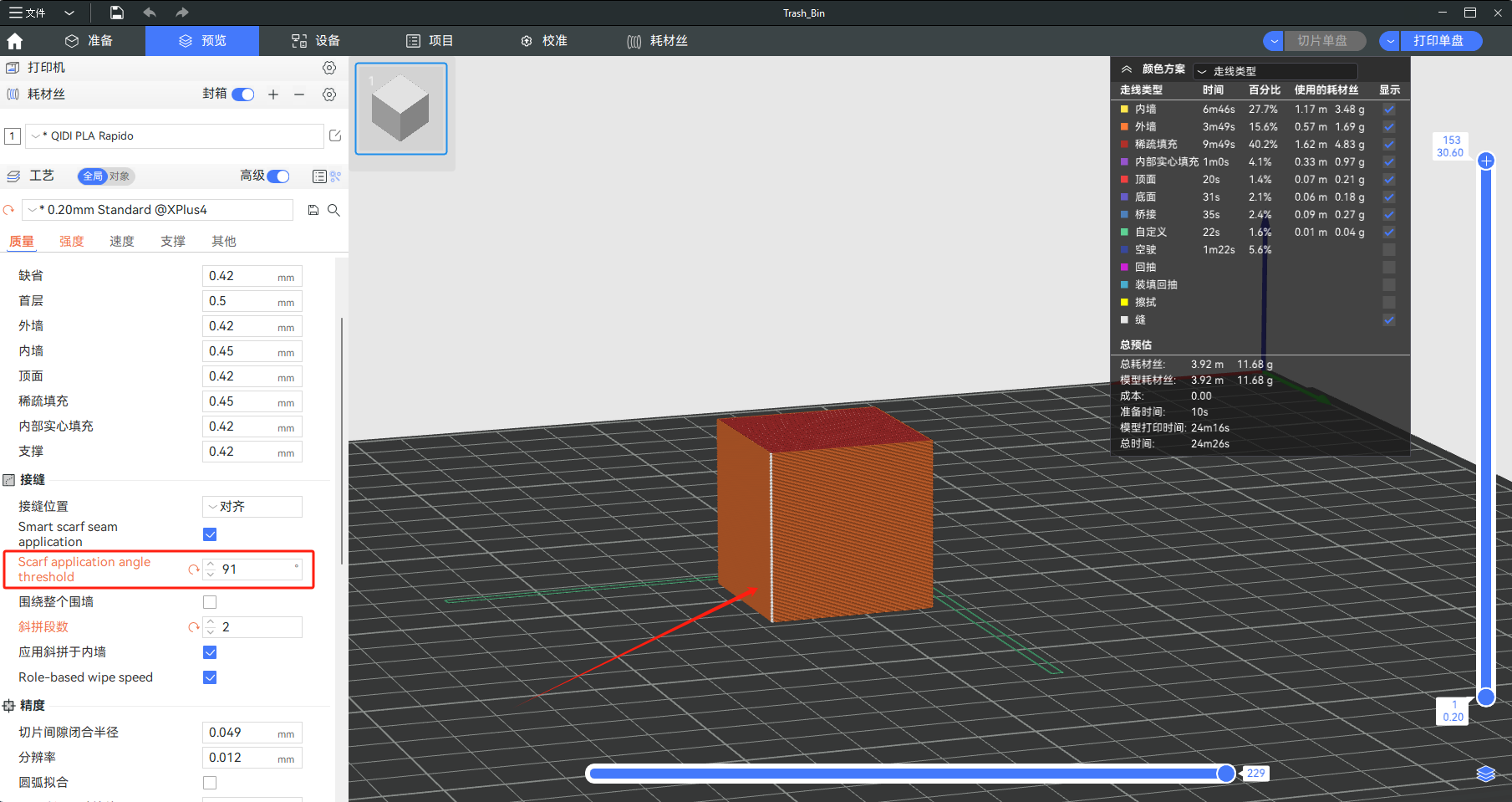
¶ 角度阈值
锐角出可以较好的隐藏接缝,因此当模型表面有锐角的时候,默认不开启斜拼接缝,直接将接缝隐藏在锐角处。若希望锐角出引用斜拼接缝,或者需要调整斜拼接缝的应用范围,可以调整角度阈值参数。
该选项设置的值用来判断是否应用斜拼接缝的角度阈值。如果单层围墙环内的接缝角度超过了这个值,则开启斜拼接缝。
-
接缝角度大于等于角度阈值时,应用斜拼接缝
-
接缝角度小于角度阈值时,使用普通接缝
¶ 围绕整个围墙
将斜拼接缝延伸至整个围墙。此选项开启需要慎重,整圈都使用较小的挤出量挤出可能会引发材料粘连不良,导致外观瑕疵,甚至打印失败。
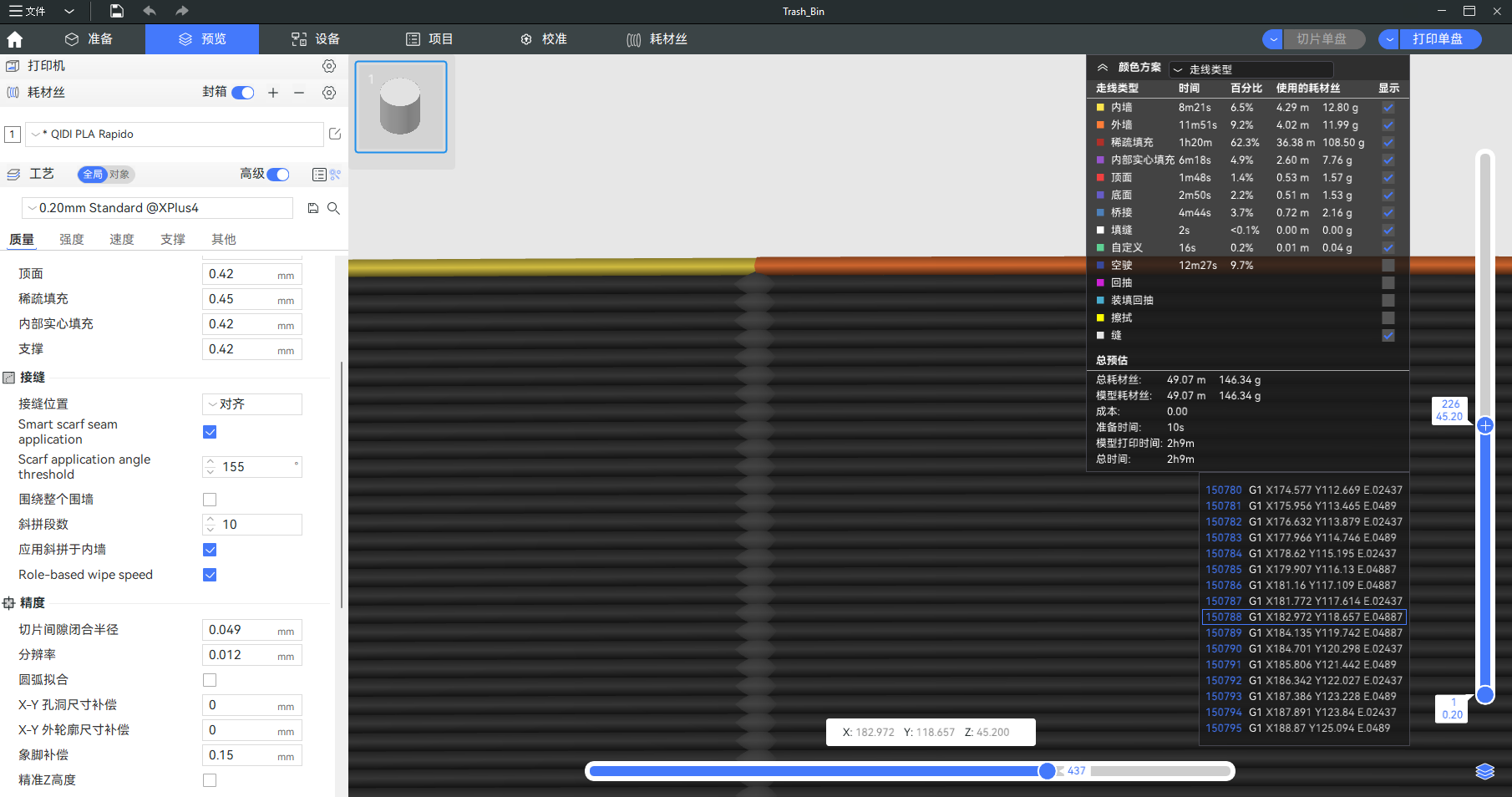
¶ 斜拼段数
斜拼接缝所需的最少段数,意思是将斜拼接缝起始位置到终点位置的斜坡分成指定的段数。
需要注意的是,有些斜拼接缝的斜坡不能被精确地划分成所设置的段数,因此实际斜拼段数大于等于设置的斜拼段数。如下图所示。
¶ 应用斜拼于内墙
启用该选项后,内墙也将采用斜拼接缝,该选项为默认开启状态。